
Von Prof. Dr. Burkhard Heine, HTW Aalen
Das verwirrend wirkende Spektrum der Legierungselemente, die in Nickelbasis-Superlegierungen anzutreffen sind, lässt sich sehr wohl strukturieren. Neben den drei Klassen der γ-stabilisierenden, γ’-stabilisierenden und korngrenzenaktiven Elemente sind die zwei Unterklassen der karbidbildenden sowie hochtemperaturoxidations- und hochtemperaturkorrosionsschützenden Elemente zu unterscheiden. Hinsichtlich der mechanischen Eigenschaften ist es aber wichtig festzuhalten, dass diese nicht nur durch die im Korninnern und auf den Korngrenzen vorliegenden festigkeitssteigernden Mikrostrukturen, sondern, und dies vor allem bei hohen Temperaturen, auch von der Korngeometrie beeinflusst werden (Kornstreckungsverhältnis).
Nickelbase-Superalloys for airoplane engine from standpoint of metallurgy
The confusing variety of the alloying elements of the Nickelbase-superalloys can be structured very well. Beside the three classes of γ-stabilizing, γ’-stabilizing und grain boundary active elements one can distinguish between the two sub-classes of carbide forming and high temperature oxidation as well as high temperature corrosion protecting elements. Concerning the mechanical properties it is important to note that not only the strengthening microstructures inside the grains as well as on their boundaries are raising the creep und fatigue strength but especially at high temperatures the creep und fatigue strength are also determined by the grain geometry (grain aspect ration).
1 Grundlegendes
1930 gelang erstmals in Form eines Strahltriebwerks die Umsetzung von Newtons drittem Bewegungsgesetz, wonach jede Kraft eine entgegengesetzt gleich große Reaktionskraft hervorruft. Damit war eine deutliche Steigerung der Leistung verbunden, die bis dahin bei Flugzeugantrieben bekannt war. Der bis heute nicht wesentlich veränderte Entwurf sieht ein Aggegrat vor, das sich in der Hauptsache aus den drei Baugruppen Verdichter, Brennkammern und Turbine zusammensetzt (Abb. 1).

Abb. 1: Baugruppen einer Fluggasturbine und deren Beanspruchung
Bei Strahltriebwerken für Zivilflugzeuge ist in Flugrichtung vor dem Verdichter noch der so genannte Fan platziert. Er saugt beim Start des Flugzeugs mit Drehzahlen von etwa 3000 min-1 Luft an (Lufttemperatur zwischen +50 °C auf dem Rollfeld und -60 °C in Reiseflughöhe) und führt sie dem Verdichter zu. Der Fan wird derzeit im Allgemeinen aus der α/β-Titanlegierung TiAl6V4 gefertigt. Ein Teil der Luft, die vom Fan angesaugt wird, wird als Mantelstrom um das Triebwerk herumgeführt, um das Triebwerk zu kühlen und die Geräuschabstrahlung zu reduzieren. Der Verdichter gliedert sich in den Niederdruckverdichter und den Hochdruckverdichter. Beide Sektionen bestehen aus einer Serie rotierender Scheiben, die, auf einer Welle montiert, jede mit fächerartig aufgesetzten Schaufeln bestückt sind. Diese Rotoren sind im Wechsel mit Ringen stationärer Schaufeln angeordnet, den Statoren, die am Gehäuse befestigt sind und den Luftstrom zum jeweils nächsten Rotor umleiten.
Der Luftstrom, welcher dem Niederdruckverdichter vom Fan zugeführt wird, wird dort immer stärker komprimiert, wozu die Schaufellängen von Rotor zu Rotor sukzessive kürzer werden. Gleichzeitig steigt die Temperatur der verdichteten Luft. Beim Start des Flugzeugs weist der Niederdruckverdichter Drehzahlen von über 7000 min-1 auf. Am Ende des Niederdruckverdichters liegt die Temperatur dann bei etwa 450 °C. Der Niederdruckverdichter wird derzeit vielfach aus der α/β-Titanlegierung Ti-6-2-4-6 hergestellt.
Dem Niederdruckverdichter schließt sich der Hochdruckverdichter an, der infolge seiner noch höheren Drehzahl (beim Start bei über 10 000 min-1) die Luft weiter komprimiert und damit ihre Temperatur erhöht. Unmittelbar vor den Brennkammern liegt die Temperatur bei etwa 650 °C und dabei sind Drücke von ungefähr 2,5 MPa zu verzeichnen. Der Hochdruckverdichter wird daher vielfach aus der Near-α-Titanlegierung IMI 834 gefertigt. Mit dieser Temperatur und diesem Druck wird die Luft in die nachfolgenden Brennkammern geführt, wo sie mit Kerosin zu einem Aerosol vermischt wird.
Nach der Zündung des Kerosin/Luft-Gemischs dehnt sich das Verbrennungsgas explosionsartig aus und entweicht in Richtung Brennkammerausgang. Die Spitzentemperatur liegt bei etwa 1500 °C (die Bauteiltemperatur wird durch ein Kühlkanalsystem sowie thermisch isolierende Beschichtungen auf maximal 1050 °C begrenzt) und die Drücke bei rund 5 MPa. Das sich schnell ausdehnende Heißgas tritt aus den Brennkammern mit hoher Geschwindigkeit und hohem Druck aus und trifft auf die sich anschließende Turbinensektion, die gleichfalls eine Anordnung aus Rotoren und Statoren ähnlich der des Verdichters aufweist. Die Rotoren der Hochdruckturbine werden durch das austretende Heißgas (Temperaturen des Heißgases beim Passieren des ersten Rotors der Hochdruckturbine beim Start bei etwa 1350 °C; die Bauteiltemperatur wird ebenfalls durch ein Kühlkanalsystem sowie thermisch isolierende Beschichtungen auf maximal 1050 °C begrenzt) in Bewegung versetzt. Die Drehzahl liegt beim Start bei über 10 000 min-1 und wird über eine Hohlwelle an den Hochdruckverdichter zur erneuten Luftansaugung und Luftverdichtung zurückgegeben.
Infolge der hohen Heißgastemperaturen und der gleichzeitig hohen Drücke (Brennkammer) beziehungsweise Fliehkräfte (Beschaufelung der Hochdruckturbine) kommen für diese Baugruppen Nickelbasis-Superlegierungen zum Einsatz. Nach dem Passieren der Hochdruckturbine tritt das Heißgas mit einer Temperatur von etwa 800 °C in die Niederdruckturbine ein (beim Start bei über 7000 min-1), die ihre Rotationsbewegung zur erneuten Luftansaugung über eine Kernwelle an den Niederdruckverdichter zurückgibt. Die Niederdruckturbine wird derzeit im Allgemeinen aus Titan-Aluminiden gefertigt. Mit einer Temperatur von etwa 600 °C wird das Heißgas nach dem Durchlaufen der Niederdruckturbine durch die Schubdüse ausgestoßen. Der resultierende Rückstoß sorgt zusammen mit dem Mantelstrom, der durch den Fan erzeugt wird, für den nötigen Vorwärtsschub des Flugzeugs.
Das Beanspruchungskollektiv birgt grundsätzlich die Gefahr einer Schädigung oder sogar des Versagens von einzelnen Baugruppen. Die Werkstoffwahl muss daher so erfolgen, dass die zur Schädigung oder zum Versagen führenden Mechanismen bis zum Erreichen der Betriebstemperatur über die gesamte Nutzungsdauer wirkungsvoll behindert sind. Die am schärfsten gleichzeitig mechanisch, thermisch und hochtemperaturkorrosiv beanspruchte Sektion eines Triebwerks ist die Beschaufelung der ersten Stufen der Hochdruckturbine (Abb. 2).

Abb. 2: Beanspruchungen, Gefahren, Forderungen und geforderte Werkstoffeigenschaften für die Beschaufelung der ersten Stufen einer Hochdruckturbine
Die infolge der Beanspruchung bestehenden Schädigungs- und Versagensmöglichkeiten stellen an den Werkstoff Forderungen, die prinzipiell sowohl von Nickel- als auch von Kobaltbasis-Superlegierungen erbracht werden. Wegen der im Vergleich zu den Kobaltbasis-Superlegierungen im interessierenden Temperaturbereich aber höheren Kriechfestigkeit dominieren in der Anwendung jedoch die Nickelbasis-Superlegierungen (Abb. 3).

Abb. 3: Temperaturabhängigkeit der Zeitstandfestigkeit verschiedener Basiswerkstoffe
Die Fülle an Nickelbasis-Superlegierungen (Tab. 1) mit dem verwirrend wirkenden Spektrum an Legierungselementen berechtigt zu der Frage: Wodurch werden die Mechanismen, die zur Schädigung oder zum Versagen durch mechanisch-thermisch-korrosive Beanspruchung führen, bei den Nickelbasis-Superlegierungen so effektiv behindert und in welcher Form sind die Legierungselemente daran beteiligt?

Zur Beantwortung dieser Frage ist die Kenntnis der Mechanismen, die bei quasistatischer sowie zyklischer mechanischer Beanspruchung zu einer plastischen Verformung führen, sowie der Hochtemperaturoxidations- und -korrosionsmechanismen erforderlich.
2 Plastische Verformung bei mechanischer Beanspruchung
2.1 Quasistatische Beanspruchung
Mit Überschreiten einer kritischen mechanischen Beanspruchung setzt eine makroskopisch feststellbare plastische Verformung ein. Die Verformungsmechanismen, die dabei in Abhängigkeit von Beanspruchungshöhe und Temperatur vorherrschen, fasste Ashby in einem Verformungsmechanismusdiagramm zusammen (Abb. 4).

Abb. 4: Exemplarisches Verformungsmechanismusdiagramm nach Ashby
Bis zum Erreichen der Schmelztemperatur Tm (angegeben in Kelvin) dominiert bei hoher mechanischer Beanspruchung die plastische Verformung durch konservative Bewegung der Stufenversetzungen; allein Schraubenversetzungen können die Gleitebenen durch Quergleiten verlassen. Bis zu Temperaturen von etwa 0,45 · Tm sind diese Mechanismen sogar die allein möglichen. Mit Überschreiten dieser Temperaturschwelle macht sich der Einfluss der Diffusion von Gitter- und Fremdatomen auf die Verformungsmechanismen bemerkbar, deren Geschwindigkeit mit der Temperatur exponentiell zunimmt. Nun können bei hinreichend niedriger Beanspruchung auch die Stufenversetzungen ihre ursprüngliche Gleitebene verlassen, was man als nichtkonservative Versetzungsbewegung oder Klettern bezeichnet. Diesen Verformungsmechanismus bezeichnet man als Versetzungskriechen. Oberhalb von etwa 0,55 · Tm ist die Diffusion der Gitter- und Fremdatome derart beschleunigt, dass es bei noch einmal reduzierten Belastungen zur plastischen Verformung durch eine Abgleitung der Kristalle gegeneinander kommen kann: Durch eine Zugspannung, die am Polykristall angreift, entstehen im Bauteilinneren Schubspannungen (Abb. 5).

Abb. 5: Zustandekommen des Diffusionskriechens als Folge von Schubspannungen
Sie haben Korngrenzen mit geringerer Leerstellenbildungshäufigkeit und Korngrenzen mit höherer Leerstellenbildungshäufigkeit zur Folge. Diese differierende Leerstellenbildungshäufigkeit hat diffusionskontrollierte Ströme von Gitter- und Fremdatomen zur Folge. Die Gitter- und Fremdatome diffundieren bei Temperaturen von etwa 0,55 · Tm bis 0,80 · Tm infolge der dort höheren Fehlordnung vorrangig über die Korngrenzen, bei Temperaturen oberhalb von etwa 0,80 · Tm wirkungsvoll zusätzlich auch über das Kornvolumen. Leerstellen bewegen sich dabei entsprechend in die Gegenrichtung. Diesen Mechanismus bezeichnet man als Diffusionskriechen. Das bei etwa 0,55 · Tm bis 0,80 · Tm bei niedrigen Beanspruchungen dominierende Diffusionskriechen mit Diffusion über die Korngrenzen wird als Coble-Kriechen, das oberhalb von etwa 0,80 · Tm bei noch geringeren Beanspruchungen dominierende Diffusionskriechen mit Diffusion über die Korngrenzen und das Kornvolumen als Nabarro-Hering-Kriechen bezeichnet. Beide Mechanismen haben zur Folge, dass jeder einzelne Kristall des Polykristalls schlanker wird. Um Inkompatibilitäten an den Korngrenzen zu vermeiden, muss mit dem Diffusionskriechen stets ein Abgleiten der Einzelkristalle gegeneinander gekoppelt sein, Korngrenzengleiten genannt (Abb. 6). Diffusionskriechen und Korngrenzengleiten haben zur Folge, dass das gesamte Bauteil in Beanspruchungsrichtung wächst und gleichzeitig schlanker wird.

Abb. 6: Kornverschiebung durch Korngrenzengleiten
2.2 Zyklische Beanspruchung
Überschreitet die Amplitude einer sinusförmigen zyklischen mechanischen Beanspruchung einen kritischen Wert, so kommt es vor allem an der Bauteiloberfläche zu mikroplastischen Verformungen (Abb. 7). Diese führen in Abhängigkeit von der Amplitudenhöhe nach einer mehr oder weniger großen Zahl von Lastspielen zum Bruch. Das Versagen tritt dabei für den Nutzer plötzlich ein, da er sich nicht durch makroskopisch feststellbare plastische Verformungen ankündigt. Die plastische Verformung durch alternierende konservative Bewegung von Stufenversetzungen beschränkt sich dabei im Wesentlichen auf bezüglich der äußeren Lastrichtung günstig orientierte Kristalle an der Oberfläche des Bauteils.

Abb. 7: Mikroplastische Verformung durch mechanische Wechselbeanspruchung
2.3 Reduzierung der plastischen Verformung bei Nickelbasis-Superlegierungen
Die Verformung durch die Versetzungsbewegung (konservative Versetzungsbewegung und Versetzungskriechen), die im Kristallinneren abläuft, wird durch den Typ des Kristallgitters sowie dessen Baufehler bestimmt. Die Verformung infolge Kornstreckung (Diffusionskriechen) wird dagegen durch den Typ des Kristallgitters sowie die Diffusionswege beherrscht. Die Verformung durch Korngrenzengleiten schließlich wird durch die Korngrenzenmikrostruktur beeinflusst [11, 12].
Die Dehngrenze Rp0,2 erkannten Hall und Petch als über die Peierlsspannung σ0 vom Gittertyp sowie als von den Gitterfehlerkonzentrationen abhängig:
Rp0,2 = σ0 + ΔσMK + ΔσKV + ΔσTH + ky· d-1/2
Dabei beschreibt ΔσMK den Beitrag einer Mischkristallverfestigung, ΔσKV den Beitrag einer Kaltverformungsverfestigung, ΔσTH den Beitrag einer Teilchenhärtung sowie ky · d-1/2 den Korngrenzenbeitrag, der mit zunehmender Korngrenzenhäufigkeit (abnehmendes d-1/2) zunimmt.
2.3.1 Peierlsspannung
Ein kubisch dichtest gepacktes Kristallgitter wie das des Nickels (kubisch flächenzentriert; γ-Phase) hat infolge der dichtest gepackten Gleitebenen und Gleitrichtungen zwar eine vergleichsweise niedrige Peierlsspannung (σ0), was die konservative Versetzungsbewegung erleichtert. Gleichzeitig erschwert es aber infolge seiner hohen Packungsdichte die Diffusion. Letzteres hemmt das im oberen Temperaturbereich über ein Klettern von Versetzungen ablaufende Versetzungskriechen sowie das auch über Kornvolumendiffusion ablaufende Nabarro-Hering-Kriechen.
2.3.2 Mischkristallverfestigung
Die Löslichkeit des Nickels für eine Vielzahl von Legierungselementen macht dessen Mischkristallverfestigung (ΔσMK) möglich, was die konservative Versetzungsbewegung sowie das Versetzungskriechen erschwert. Als mischkristallhärtende Elemente sind Chrom, Eisen, Kobalt, Molybdän und Wolfram zu nennen. In der γ-Matrix mischkristallartig gelöstes Kobalt trägt nicht nur zur Mischkristallhärtung bei, sondern senkt zudem die Stapelfehlerenergie, was die Stapelfehlerbreite entsprechend größer werden lässt und zum Zusammenziehen der Halbversetzungen höhere Spannungen erforderlich macht (Abb. 8).

Abb. 8: Stapelfehler kann von Versetzungen nicht durchquert werden
Dadurch wird das Klettern aufgespaltener Stufenversetzungen (es ist erst nach vollständigem Zusammenziehen eines Stapelfehlers möglich) erschwert und das Kreuzen von Stufenversetzungen und Schraubenversetzungen (es ist nur vor oder hinter dem Stapelfehler möglich) unwahrscheinlicher, was bei beiden den Widerstand gegen konservative Versetzungsbewegung und Versetzungskriechen erheblich steigert.
2.3.3 Kaltverformungsverfestigung
Eine Kaltverformungsverfestigung (ΔσKV) ist bei Nickelbasis-Superlegierungen wegen der im Allgemeinen oberhalb der Erholungstemperatur liegenden Betriebstemperaturen der entsprechenden Triebwerkssektionen ohne festigkeitssteigernden Beitrag.
2.3.4 Festigkeitssteigerung durch Korngrenzen
Beeinflusst wird die Festigkeit auch durch Korngröße und damit durch die Länge der Korngrenzen (ky · d-1/2). Eine abnehmende Korngröße erhöht neben der Duktilität im Temperaturbereich der konservativen Versetzungsbewegung sowie des Versetzungskriechens die Festigkeit, steigert aber in den Bereichen des Diffusionskriechens infolge der kurzen Diffusionswege die Kriechverformungsgeschwindigkeit. Einen deutlich verlängerten Diffusionsweg und somit eine verringerte Diffusionskriechgeschwindigkeit wird durch ein Langkorngefüge erreicht (Abb. 9), das quer zur Beanspruchungsrichtung eine niedertemperaturduktilitäts- und -festigkeitssteigernde geringe Korngröße aufweist. Man erzielt es durch Zonenrekristallisation oder, wie in Abbildung 9 schematisch dargestellt, durch gerichtete Erstarrung. Extrem kriechfest ist verständlicherweise eine Schaufel, die gar keine Korngrenzen aufweist, eine einkristalline Schaufel also (Abb. 10).

Abb. 9: Gerichtet erstarrte Turbinenschaufel

Abb. 10: Einkristallin erstarrte Turbinenschaufel
2.3.5 Festigkeitssteigerung durch Teilchen
Die Festigkeitssteigerung durch Teilchen (ΔσTH) ist erwartungsgemäß von der Art der vorhandenen Teilchen abhängig.
2.3.5.1 γ′-Phase
Das binäre System Nickel-Aluminium weist bei hinreichend hohen Aluminiumgehalten neben der γ-Matrix die kubisch flächenzentrierte kohärente und geordnete γ’-Phase (Ni3Al) auf, die sich bereits bei der Erstarrung oder aber bei einer nachfolgenden Wärmebehandlung bildet (Abb. 11).

Abb. 11: Binäres System Nickel-Aluminium mit metallographischem Erscheinungsbild der γ-Phase und der γ´-Phase
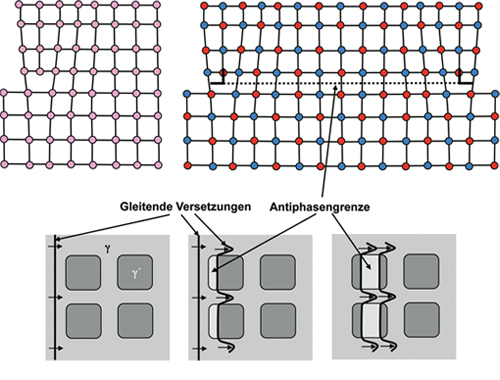
Die Phasengrenzflächenenergie, die infolge der Kohärenz vergleichsweise gering ist, lässt die γ’-Phase in dichter und feiner Verteilung entstehen. Dies ist sowohl bei den Nickelbasis-Superlegierungen der Fall, die wegen ihres geringen γ’-Gehalte noch schmiedbar sind als auch bei den Nickelbasis-Superlegierungen gegeben, die wegen des höheren γ’-Gehalts nur noch über Gießen wirtschaftlich auf Endkontur gebracht werden können. Im Gegensatz zu einer ungeordneten Phase, zu deren Schneiden eine Versetzung allein ausreicht, ist zum Schneiden einer geordneten Phase aus Gründen der Energieminimierung wegen der entstehenden Antiphasengrenze eine zweite Versetzung erforderlich, die der ersten in geringem Abstand folgt (Superversetzung), was erheblich größere äußere Spannungen zur Plastifizierung als bei einer ungeordneten Phase erfordert (Abb. 12).

Abb. 12: Minimierung der Antiphasengrenzenflächenenergie durch eine Superversetzung
Mit zunehmendem γ’-Gehalt der γ-Matrix verringern sich dadurch die konservative Versetzungsbewegung und das Versetzungskriechen, erhöht sich also die Festigkeit. Als γ’-bildende Elemente sind Aluminium, Titan, Vanadium, Niob und Tantal zu nennen.
2.3.5.2 Karbide
Infolge eines Kohlenstoffgehaltes von 0,05 % bis 0,20 % kommt es bereits bei der Erstarrung, spätestens aber bei der Wärmebehandlung, zur Bildung verschiedener Karbidtypen. Zunächst bilden sich im Korninneren und auf den Korngrenzen Karbide vom Typ MC. Es sind dies vorrangig die Elemente Titan, Niob, Tantal und Hafnium (Abb. 13). Liegen die Karbide auf den Korngrenzen vor, so erschweren sie das Korngrenzengleiten. Allerdings sind der Kriechfestigkeitssteigerung durch Korngrenzenkarbide dadurch Grenzen gesetzt, dass durchgehende Karbidfilme auf den Korngrenzen die Sprödbruchneigung erhöhen. Von letzteren Punkt her gesehen sind Karbide, die im Korninnern vorliegen, vorzuziehen. Ein Element, das keine Korngrenzenkarbide, sondern frühzeitig sehr fein im Korninneren verteilt vorliegende Karbide bildet und daher dem Sprödbruch vorbeugt, ist das aus diesem Grund zu den korngrenzenaktiven Elementen gezählte Hafnium. Sein Karbid ist zudem sehr stabil und reagiert kaum auf eine nachfolgende Langzeitglühung und/oder einen Langzeiteinsatz bei hohen Temperaturen.

Abb. 13: Karbidbildende Elemente und sich bildende Karbidtypen
MC-Karbide der Elemente Titan, Niob und Tantal zerfallen bei einer Langzeitglühung und/oder einem Langzeiteinsatz bei hohen Temperaturen bei Dominanz von Elementen, die M6C bilden, über die Reaktion mit der umgebenden γ-Matrix in M6C, das von einer γ’-Hülle umgeben ist:
(Ti,Nb,Ta)C + γ ⇒ (Co,Mo,W)6C + γ’
Bei Dominanz von Elementen, die M23C6 bilden, zerfallen die MC-Karbide der Elemente Titan, Niob und Tantal bei einer Langzeitglühung und/oder einem Langzeiteinsatz bei hohen Temperaturen bei Dominanz von Elementen, die M23C6 bilden, über die Reaktion mit der umgebenden γ-Matrix in M23C6, das von einer γ’-Hülle umgeben ist:
(Ti,Nb,Ta)C + γ ⇒ (Co,Mo,Cr,Fe)23C6 + γ’
Sowohl M6C als auch M23C6 entstehen bevorzugt auf den Korngrenzen und nur in geringem Umfang im Korninnern. Sie erschweren das Korngrenzengleiten. Allerdings sind der Kriechfestigkeitssteigerung durch Korngrenzenkarbide dadurch Grenzen gesetzt, dass durchgehende Karbidfilme auf den Korngrenzen die Sprödbruchneigung erhöhen, die durch die duktilen γ’-Hüllen jedoch in gewissem Umfang verringert worden war. Eine besondere Gefährdung wird durch ein auf den Korngrenzen vorliegendes hoch chromhaltiges M23C6 hervorgerufen: Durch Chromverarmung der umliegenden γ-Matrix steigt deren Löslichkeit für γ’, was um die Karbide herum zu einer an γ’ verarmten γ-Schale führt und die Kriechfestigkeit dadurch deutlich herabsetzt.
Neben einer Absenkung des Chromgehalts besteht die Möglichkeit, Bor und Zirkon wegen des zum Nickel stark differierenden Atomdurchmessers an die Korngrenzen segregieren zu lassen, was dort Leerstellen auffüllt und so die Diffusion anderer Elemente erschwert. Wegen dieser korngrenzenspezifischen Wirkweise werden Bor und Zirkon gleichfalls zu den korngrenzenaktiven Elementen gezählt. Die Verlangsamung der Korngrenzendiffusion erschwert nicht nur das Korngrenzengleiten, sondern auch die Entstehung γ’-verarmter Korngrenzensäume sowie durchgehender Karbidfilme. γ’-Phase und Karbide wirken zudem rekristallisationsbehindernd.
2.3.5.3 Oxide
Da sich die γ’-Phase oberhalb von etwa 1000 °C nennenswert in der Matrix zu lösen beginnt, wird nach Teilchen gesucht, die bis zur Solidustemperatur der Matrix in dieser unlöslich und in ihrer Größe stabil sind. Als solche bieten sich die als hochschmelzend bekannten Oxide an, unter ihnen das Yttriumoxid (Y2O3). Leider sind sie aber in homogener Größe und Verteilung nur auf pulvermetallurgischem Weg in die Matrix einzubringen [13, 14]. Abbildung 14 zeigt die Mikrostruktur eines unter Zusatz von Yttriumoxid reaktionsgemahlenen Pulverpartikels der Legierung MA 6000.

Abb. 14: Verfahren des mechanischen Legierens und Mikrostruktur der unter Zusatz von Y2O3 mechanisch legierten Legierung MA6000
Wird das ODS-Gefüge (ODS – oxide dispersion strengthened) zudem durch Zonenrekristallisation in ein Stängelkristallgefüge übergeführt, so weist es bis zu hohen Temperaturen einen hohen Widerstand gegen Versetzungskriechen und Diffusionskriechen auf, der im oberen Temperatursegment sogar den eines einkristallinen Bauteils überragt.
3 Hochtemperaturoxidation
3.1 Mechanismen [6-8]
Entsprechend den Abläufen an Metallen beispielsweise in wässrigen Lösungen bei niederen Temperaturen, reagieren auch bei hohen Temperaturen Metall und Sauerstoff zu Metalloxid. In der Regel müssen zur Fortführung der Reaktion die Metallkationen, aus Gründen der Ladungsneutralität begleitet von einer entsprechenden Zahl von Elektronen, durch das Metalloxidgitter an die Phasengrenzfläche diffundieren (Abb. 15).

Abb. 15: Prozesse bei der Oxidation eines Metalls
Die Wachstumsgeschwindigkeit des Oxids wird daher durch dessen physikalische Beschaffenheit bestimmt. Ist es dicht, haftfest und im Medium unlöslich, so kann es die Oxidationsrate absenken. Die Wachstumsgeschwindigkeit ist zudem der Konzentration an Leerstellen im Gitter des Metalloxids proportional.
3.2 Reduzierung der Hochtemperatur-oxidation bei Nickelbasis-Superlegierungen
Der Einsatz von Nickelbasis-Superlegierungen wird durch die Möglichkeit zur Reduzierung der Hochtemperaturoxidation verbessert [15]. Als Vermittler des Hochtemperaturoxidationsschutzes kommen die Oxide der Elemente Aluminium und Chrom in Frage. Sie sind sehr dicht, haftfest und im angreifenden Sauerstoff bei Temperaturen unterhalb 1000 °C unlöslich. Infolge ihrer geringen Leerstellenkonzentration wachsen sie nach einer Erstbelegung der Oberfläche nur sehr langsam weiter, das heißt der Wanddickenverlust ist über lange Nutzungszeiträume tolerabel. Dabei überragt das Schutzvermögen durch Aluminiumoxid (Al2O3) das des Chromoxids (Cr2O3) noch. Oberhalb von etwa 1100 °C geht das Chromoxid allerdings in die im Medium lösliche Modifikation des Oxids CrO3 über. Ab dieser Temperatur muss hier das Aluminiumoxid allein den Schutz übernehmen oder es muss eine aluminium- und chromreiche Beschichtung wie NiCrAlY aufgebracht werden. Yttrium steigert hierbei die Haftfestigkeit der entstehenden Oxidschicht.
4 Hochtemperaturkorrosion
4.1 Mechanismen [8-10]
In Brenngasen mitgeführte Stoffe wie Schwefel, Salze sowie Verbrennungsprodukte wie Asche oder Vanadiumpentoxid reagieren mit der oxidischen Deckschicht, wodurch deren Schutzwirkung mehr oder weniger schnell beeinträchtigt wird. Nachfolgend kann es zur Reaktion der angreifenden Medien mit dem freigelegten metallischen Grundwerkstoff kommen.
4.2 Reduzierung der Hochtemperaturkorrosion bei Nickelbasis-Superlegierungen
Den wirksamsten Schutz vor hochtemperaturkorrosivem Angriff [15] bietet Chromoxid (Cr2O3). Um jedoch die Kriechfestigkeit zu steigern, muss die Belegung der Korngrenzen mit M23C6, das vor allem durch Chrom stabilisiert wird, und damit auch der Chromgehalt der Legierung abgesenkt werden. Der dadurch zurückgehende Hochtemperaturkorrosionsschutz muss durch eine aluminium- und chromreiche Beschichtung wie MCrAlY aufgebracht werden. Yttrium steigert hierbei wieder die Haftfestigkeit der entstehenden Oxidschicht.
5 Zusammenfassung
Das verwirrend wirkende Spektrum der Legierungselemente, die heutzutage in Nickelbasis-Superlegierungen anzutreffen ist, lässt sich nach diesem Überblick sehr wohl strukturieren (Tab. 2).

Neben den drei Klassen der γ-stabilisierenden, der γ’-stabilisierenden und der korngrenzenaktiven Elemente sind die zwei Unterklassen der karbidbildenden und deckschichtbildenden Elemente zu unterscheiden. Hinsichtlich der mechanischen Eigenschaften ist es aber wichtig festzuhalten, dass sie nicht nur durch die Mikrostrukturen, die im Korninnern und auf den Korngrenzen vorliegen, festigkeitsgesteigert werden, sondern, und dies vor allem bei hohen Temperaturen, auch von der Korngeometrie beeinflusst werden (Abb. 16).

Abb. 16: Kriechfestigkeitsvergleich von Nickelbasis-Superlegierungen
Literatur
[1] B. H. Kear: Neue metallische Werkstoffe; in: Spektrum der Wissenschaft „Moderne Werkstoffe“ (1987), 102–111
[2] H. E. Millen, W. L. Chambers: Gas Turbine Design and Superalloys; in: Ch. T. Sims, N. S. Stoloff, W. C. Hagel: Superalloys II; John Wiley & Sons, New York (1987)
[3] P. Eßlinger: Anforderungen an Hochtemperaturwerkstoffe für Gasturbinen-Flugtriebwerke; Z. Werkstofftechnik (1972), 170–176
[4] G. W. Meetham: High-temperature materials – a general review; Journal of Materials Science (1991), 853–860
[5] W. Kurz, B. Lux: Entwicklungsmöglichkeiten und Entwicklungstendenzen auf dem Gebiet der Hochtemperaturlegierungen; Z. Werkstofftechnik (1972), 184–192
[6] J. L. Smialek, G. M. Maier: High-Temperature Oxidation; in: Ch. T. Sims, N. S. Stoloff. W. C. Hagel: Superalloys II; John Wiley & Sons, New York (1987)
[7] F. H. Scott: Developments in Understanding the Mechanisms of Growth of Protective Scales on High-Temperature Alloys; Materials Characterization (1992), 311–325
[8] S. Leistikow: Grundlagen und Erscheinungsformen der Hochtemperaturkorrosion; VDI-Berichte Nr. 235 (1976), 125–143
[9] F. S. Pettit, C. S. Giggins: Hot Corrosion; in:
Ch. T. Sims, N. S. Stoloff, W. C. Hagel: Superalloys II; John Wiley & Sons, New York (1987)
[10] F. S. Pettit, G. W. Godard: Gas Turbine Applications; in: F. Lang: Coatings for High Temperature Applications; Appl. Sci. Pub. (1983), 341–359
[11] E. W. Ross, Ch. T. Sims: Nickel-Base Alloys; in: Ch. T. Sims, N. S. Stoloff, W. C. Hagel: Superalloys II; John Wiley & Sons, New York (1987)
[12] W. Hoffeiner: Hochtemperaturwerkstoffe in stationären Gasturbinen; VDI-Berichte Nr. 600.4 (1987), 345–358
[13] G. H. Gessinger: Metallische Hochtemperaturwerkstoffe; Schweizer Maschinenmarkt 10 (1986), 56–61
[14] H. Fischmeister: Dispersionsverfestigte Werkstoffe; in: O. W. Asbeck, K. H. Matucha: Beiträge zur Metallkunde, DGM Informationsgesellschaft (1989), 129–163
[15] K. Hauffe: Über oxidationsbeständige Werkstoffe für Heißgasturbinen und Strahltriebwerke; Metall 36 (1982), 882–898
DOI: 10.7395/2014/Heine1
