

1 Ausgangssituation
Für einen Gegenstand wurde Aluminium als Grundmaterial gewählt, da das Metall relativ kostengünstig und gut zu bearbeiten ist. Die Aluminiumlegierung wurde in Form von Strangpressprofilen bezogen und durch Drehen und Fräsen mechanisch bearbeitet. Anschließend wurden die Rohlinge handpoliert und zur Erzeugung einer matten Oberfläche mit Glasperlen gestrahlt. Zur Erhöhung der Wertigkeit wurde eine Beschichtung mit Edelmetall (Palladium und Platin) ausgewählt.
Der Gegenstand in der Größe von etwa 10 cm x 10 cm x 4 cm besitzt eine komplexe Geometrie mit unterschiedlichen Oberflächenstrukturierungen in Form von wellenförmigen Vertiefungen. Die benötigte Stückzahl liegt bei etwa 1000 Teilen pro Jahr. Bezüglich der Form, Ausführung sowie der zu fertigenden Stückzahl ist die Herstellung aus einer Aluminiumlegierung optimal gewählt. Im Einsatz unterliegt der Gegenstand sowohl einer mechanischen Belastung durch punktuelle Druckbelastungen sowie flächigen Reibvorgängen mit unterschiedlich harten Gegenpartnern. Darüber hinaus wirkt auf die Oberfläche Feuchtigkeit ohne nennenswerte korrosiv wirkende Inhaltsstoffe ein. Allerdings treten Lagerperioden in geschlossener Umgebung unter Feuchtigkeitseinfluss und Temperaturen von bis zu 70 °C auf.
Nach einer vergleichsweise geringen Einsatzdauer (circa sechs bis zwölf Monate) trat bei etwa 20 Prozent der Teile ein drastischer Korrosionsschaden auf. Dieser äußerte sich in Form einer starken Grundmaterialauflösung mit Löchern zwischen 5 mm und 50 mm Durchmesser (meist kreisförmig) und einer Tiefe von einigen Millimetern. Die Ränder waren durch das freiliegende Schichtsystem scharfkantig.
2 Schadensanalyse
2.1 Elektrochemische Besonderheit von Aluminium
Eine der wichtigen Grundvoraussetzungen, dass Systeme aus Grundmetall und metallischer Beschichtung die erwarteten Funktionen erfüllen können, ist eine gute Haftung der Schicht auf dem Substrat. Diese wird insbesondere dann erzielt, wenn die Atome der Beschichtung direkt an die Atome des Grundmaterials anlagern. Das Grundmaterial muss also frei von anorganischen Verbindungen wie Metalloxid oder organischen Deckschichten wie Öle, Fette oder Lacke sein. Erreicht wird dies in der Regel durch eine Vorbehandlung, wie beispielsweise Entfetten und Beizen in Säuren oder Laugen.
Aluminium weist allerdings Besonderheiten auf. Das Metall reagiert außerordentlich intensiv mit Sauerstoff zu Aluminiumoxid. Die Reaktion ist so heftig, dass in Säuren oder Laugen entferntes Oxid beim ersten Kontakt mit Luft oder zum Teil auch mit in Wasser gelöstem Sauerstoff wieder oxidiert. Diese Oxidschicht verhindert eine haftfeste Abscheidung von Metall durch die üblichen galvanotechnischen Verfahren. Es gibt allerdings die Möglichkeit, den Vorgang des Auflösens der Oxidschicht in Säure mit der Abscheidung einer Metallschicht zu kombinieren. Beim so genannten Zinkatbeizen wird in einer verdünnten Säure die Oxidschicht abgelöst und im Moment des Freilegens des reinen Aluminiummetalls erfolgt durch eine elektrochemische Reaktion eine Reduktion von gelösten Zinkionen zu metallischem Zink – die Aluminiumoberfläche überzieht sich hierbei vollständig mit einer dünnen Schicht aus Zink, wodurch ein direkter Kontakt von Sauerstoff und Aluminium und damit die Oxidation unterbunden wird. Das mit Zink überzogene Aluminium kann anschließend mit den konventionellen galvanischen Verfahren beschichtet werden.
Eine weitere Spezialität von Aluminium ist die Eigenschaft, dass es elektrochemisch gesehen eines der unbeständigsten Metalle ist, was sich in der Reaktion mit Sauerstoff zu Aluminiumoxid ausdrückt. Allerdings ist das hierbei gebildete Oxid sehr dicht und unterbindet einen Durchtritt von Sauerstoff durch die Oxidschicht an das metallische Aluminium. Aus diesem Grund schützt eine Aluminiumoxidschicht das darunter liegende Metall vor einer weiteren Oxidation. Zum Vergleich: Eisenwerkstoffe bilden ein sehr poröses und voluminöses Oxid, durch das Sauerstoff und Feuchtigkeit stets Zugang zum darunter liegenden Substrat haben. Dadurch korrodieren Eisenwerkstoffe bis zur vollständigen Umsetzung zum Oxid, insbesondere dann, wenn die Materialstärken gering sind.
Ist Aluminium allerdings in direktem Kontakt mit einem anderen metallischen Werkstoff und befindet sich an dieser Stelle Wasser beziehungsweise eine wässrige Lösung, so kann die Oxidschicht hier zerstört beziehungsweise der Aufbau einer neuen schützenden Oxidschicht verhindert werden. Es kommt zur so genannten galvanischen Korrosion (früher als Kontaktkorrosion bezeichnet). In diesem Fall wird das elektrochemisch unedlere Metall aufgelöst – und hier ist in der Regel Aluminium der unedlere Partner, da nahezu alle anderen Gebrauchsmetalle elektrochemisch edler sind, wie beispielsweise Zink, Eisen, Nickel, Kupfer und insbesondere natürlich die Edelmetalle wie Silber, Gold oder Platin.
2.2 Vorgehensweise bei der Analyse
Treten bei Beschichtungen Probleme, zum Beispiel durch Korrosion oder auch durch mangelnde Haftung auf, ist in aller Regel eine Begutachtung mittels Mikroskopie erforderlich. Dazu bieten sich heute bevorzugt die Untersuchung mit der Rasterelektronenmikroskopie (REM) sowie die Lichtmikroskopie an [1, 2], da mit beiden Verfahrensarten die Bereiche zwischen etwa 0,01 µm und < 1000 µm abgedeckt werden, wobei die Lichtmikroskopie ab etwa 1 µm und größer einsetzbar ist. Moderne REM-Geräte verfügen meist über zusätzliche Apparaturen zur Röntgenanalyse und erlauben damit neben einer visuellen Klassifizierung auch – im Falle von anorganischen Verbindungen – die Bestimmung der jeweiligen Bestandteile des Untersuchungsgegenstandes.


Abb. 1: Schadensbild Edelmetall auf Aluminium in der Aufsicht im Lichtmikroskop (oben, ca. 10fach) und im Rasterelektronenmikroskop (unten)
Die Abbildungen 1 und 2 zeigen sowohl lichtmikroskopische als auch rasterelektronenmikroskopische Aufnahmen des Schadens. Um Aussagen zum Aufbau eines Systems aus Grundmaterial und Beschichtung vornehmen zu können, wird ein metallographischer Querschliff [2] angefertigt. Hierbei wird ein ausgewählter Bereich des zu untersuchenden Bauteils so in spezielles Kunstharz eingebettet, dass ein Schnitt durch das Bauteil hergestellt werden kann, der senkrecht auf der zu betrachtenden Oberfläche steht. Die Schnittfläche wird mittels Schleifpapier (im hier zu betrachtenden Fall einer Aluminiumlegierung nur mit Siliziumcarbidschleifkorn) geschliffen und mit Diamantpaste auf Hochglanz poliert. Abbildung 2 zeigt Schliffbilder im Lichtmikroskop, die im Vergrößerungsbereich bis zu 1000fach üblich sind.


Abb. 2: Schadensbilder im Querschliff
Bezüglich der Lokalisierung von Schadensbereichen ist die Verwendung des Rasterelektronenmikroskops der einfachere Weg, da bei elektrisch leitenden Proben keine nennenswerte Präparation erforderlich ist. Lediglich bei der Trennung von größervolumigen Bauteilen zu den Probenteilen mit einigen Zentimetern Kantenlänge (die Probenkammerabmessungen von REM-Geräten liegen in diesen Bereichen) muss darauf geachtet werden, dass die Probe nicht verschmutzt, beschädigt und vor allen Dingen nicht zu heiß wird. Als optimale Trenntechnik gilt hier das Wasserstrahlschneiden. Wie Abbildung 3 zeigt, ist bei REM-Aufsicht eine Schädigung gut erkennbar und weitgehend eindeutig zu identifizieren.


Abb. 3: Schadstellen in Aufsicht im Rasterelektronenmikroskop im Frühstadium des Angriffs
Für eine erfolgreiche Suche nach der Ursache eines Korrosionsschadens, wie er hier vorliegt, ist die Auswahl einer geeigneten Stelle des schadhaften Teils ausschlaggebend. Der Bereich auf dem vorliegenden Teil mit starkem Angriff des Grundmaterials (Abb. 1, links) eignet sich dazu weniger, da in erster Linie die Korrosionsprodukte des Aluminiumgrundmaterials vorliegen. Sowohl die Suche nach Stoffen, die für die Korrosion ursächlich sind, als auch Rückschlüsse auf einen in Frage kommenden Aufbau des Schichtensystems sind an dieser Stelle nicht möglich. Aussichtsreicher sind Fehlstellen, die bei der visuellen Begutachtung der Oberfläche nur als geringe Angriffspunkte oder punktuelle Verfärbung auftreten. Bei der Aufsicht im REM stellen sie sich wie in Abbildung 3 gezeigt dar. Mittels metallographischer Zielpräparation, die in der Regel sehr aufwändig ist und ein erhebliches Maß an Erfahrung erfordert, werden Querschliffe solcher Fehlstellen angefertigt.
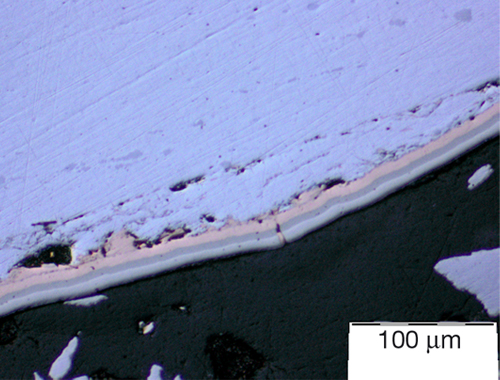
Abbildung 4 zeigt einen Querschliff durch einen Bereich mit starker Grundmaterialkorrosion. Gut zu erkennen ist die Unterwanderung des Schichtensystems durch die aufgetretene Korrosion. Die Beschichtung ist hierbei im Wesentlichen erhalten geblieben, da nach Freilegen des Grundmaterials nur noch Aluminium als das elektrochemisch unbeständigste Material unter den vorhandenen Metallen (Aluminium, Kupfer, Nickel, Palladium/Platin) aufgelöst wird. In Abbildung 5 ist eine Ansicht durch das Grundmaterial und das aufgebrachte Beschichtungssystem ohne Korrosionsangriff gezeigt und in Abbildung 6 schließlich ist ein senkrechter Schnitt durch eine Stelle mit dem beginnenden Korrosionsangriff zu sehen.


Abb. 4: Bereiche mit starkem Korrosionsangriff; die Schicht ist erhalten, aber vom Grundmaterial getrennt

Abb. 5: Querschliff des Schichtsystems auf dem Aluminiumgrundmaterial ohne Korrosionsangriff

Abb. 6: Querschliff des Schichtsystems auf dem Aluminiumgrundmaterial mit Korrosionsangriff
2.3 Fehlerbeschreibung
Insbesondere die Querschliffe durch fehlerfreie Bereiche als auch die Stellen mit beginnender Korrosion zeigen, dass verschiedene Ansätze zur Findung eines Ausgangspunkts für die aufgetretene Korrosion in Betracht gezogen werden müssen.
Das Aluminiumgrundmaterial weist im Bereich der Oberfläche Poren auf (Abb. 7), die an einigen Stellen so nahe an der Oberfläche liegen, dass sie durch die mechanische Formgebung während der Herstellung der Teile (Fräsen, Drehen, Schleifen) geöffnet wurden. Dieses Erscheinungsbild ist für Gusswerkstoffe charakteristisch. Im vorliegenden Fall kamen Stranggussprofile zum Einsatz, woraus sich das Vorhandensein entsprechender Poren erklären lässt. Bei der galvanischen Beschichtung besteht die Gefahr, dass solche Poren beispielsweise Reste der verwendeten wässrigen Lösungen – in erster Linie dem für die erste Beschichtung verwendeten Kupferelektrolyten und den davor eingesetzten Reinigungs- und Vorbehandlungslösungen – enthalten. Durch die Beschichtung können die Poren zuwachsen, womit die verbliebenen Lösungen eingeschlossen werden (Abb. 8). Die Lösungen können nachfolgend zur Korrosion des Poreninnenraums und zur Schädigung des Schichtensystems von Innen nach Außen führen.


Abb. 7: Poren an der Außenseite des Aluminiumgrundmaterials und unter dem Schichtsystem (Lichtmikroskop – oben; REM – unten)

Abb. 8: Grundmaterialpore, die zwar verschlossen aber nicht vollständig mit Kupfer gefüllt ist
Weitere Stellen zeigen an der Oberfläche direkt unter der Beschichtung stark gestörtes und poröses Grundmaterial (Abb. 9). Eine solche Erscheinung tritt vor allem bei duktilen Werkstoffen infolge der mechanischen Bearbeitung auf. Hierbei wird Material an der Oberfläche durch Krafteinwirkung partiell in die Oberfläche gedrückt. Die entstehenden Zungen sind mehr oder weniger stark mit dem Grundmaterial verbunden. Dieser Effekt ist besonders dann zu beobachten, wenn die Bearbeitungswerkzeuge eine zu geringe Schneidwirkung haben, also das abzutragende Aluminium verstärkt abquetschen. Zudem hängt dieser Effekt von der Zusammensetzung und der Zustandsform des Gefüges (z.B. aufgrund von vorhergehenden mechanischen Bearbeitungsschritten) ab. Unter Werkzeuge sind hier beispielsweise Fräser und Drehmeisel, aber auch Schleifscheiben zu verstehen. Auch bei derartigen Zungen besteht die Gefahr, dass geringe Mengen galvanischer Bearbeitungsmedien eingeschlossen werden und zu einer Auflösung des Grundmaterials führen. Zugleich ist aber die mechanische Festigkeit an solchen Stellen deutlich geringer. Insbesondere bei auftretenden Kräften senkrecht zur Oberfläche kann durch die verringerte Haftfestigkeit das Beschichtungssystem vom Grundmaterial abheben, was sich durch Blasenbildung bemerkbar machen kann (Abb. 10).

Abb. 9: Stark gestörte Aluminiumoberfläche unter dem Schichtsystem

Abb. 10: Querschliff durch eine Blase über einer Korrosionsstelle; Aluminium mit gestörtem Oberflächenbereich (1) und Loch in der Beschichtung (2)
Vor allem die kleinen Korrosionsstellen zeigen einen Angriff der Beschichtung, wie er in Abbildung 11 zu sehen ist. Der äußerste Teil des Schichtsystems (Palladium + Platin) weist hier ein Loch auf und darunter ist eine oder zwei Lagen der Nickelschicht so entfernt, dass unter der äußeren Edelmetallschicht ein waagerecht verlaufender Hohlraum entsteht. An einigen Stellen weist die untere Nickelschicht kanalartige Vertiefungen auf. Bei der Aufsicht im REM (Abb. 12) stellen sich diese Kanäle als Poren dar. Ähnliche Poren sind auch an einigen Stellen im untersten Bereich des Schichtensystems – der Kupferschicht – zu finden (Abb. 13). Bei vollkommener Perforierung des Schichtensystems erfolgt die gefundene starke Auflösung des Aluminiumgrundmaterials (Abb. 1, 2 und 4), die aufgrund der entstehenden voluminösen Korrosionsprodukte zur Aufwölbung der Beschichtung (Blasenbildung) führt.


Abb. 11: Korrosionsstellen im Anfangsstadium, bei dem die erste der beiden Nickelschichten aufgelöst ist (Lichtmikroskop – oben; REM – unten)

Abb. 12: Im Korrosionsbereich weist die Nickelschicht Poren und Risse infolge der Korrsion auf

Abb. 13: Porenkanäle durch die chemisch abgeschiedene Nickelschicht und Aufweitung in der Kupferschicht
2.4 Korrosionsmechanismus
Die Aufsichten im REM sowie die Querschliffansichten belegen, dass es sich hierbei um den im Prinzip lehrbuchhaften Fall einer Kontaktkorrosion (auch galvanische Korrosion) handelt [3].
Das Schichtsystem (Abb. 7, unten) ist so angelegt, dass sich unter der außen liegenden Edelmetallschicht aus Palladium und Platin die unbeständigere galvanisch abgeschiedene Nickelschicht befindet. Darunter folgt die beständigere chemisch abgeschiedene Nickelschicht mit etwa 10 % Phosphor. Die unter der chemisch abgeschiedenen Nickelschicht aufgebrachte Kupferschicht ist einerseits der Haftvermittler zwischen dem Aluminiumgrundmaterial und den aufgetragenen Nickelschichten, andererseits ist Kupfer korrosionsbeständiger als Nickel und damit ein zusätzlicher Korrosionsschutz.
Im Falle eines Korrosionsangriffs von außen durch eine Fehlstelle in der Palladium-/Platinschicht wird die galvanisch abgeschiedene Nickelschicht von außen nach innen aufgelöst. Ist der Auflösungsvorgang, der sich anfangs ausgehend von einer Pore in der Edelmetallschicht (kugelförmig) in die Tiefe ausbreitet, bis zur chemisch abgeschiedenen Nickelschicht fortgeschritten, dehnt sich die Auflösungszone parallel zur Oberfläche und in etwa kreisförmig um die ehemalige Fehlstelle in der Palladium-/Platinschicht aus (Abb. 11 und 14). In geringfügigem Maße wird auch die chemisch abgeschiedene Nickelschicht an- beziehungsweise aufgelöst; im vorliegenden Fall findet eine lokale Auflösung statt, was sich im Auftreten von Poren und Rissen zeigt (Abb. 12). Mit zunehmender Ausdehnung der Auflösung der galvanisch abgeschiedenen Nickelschicht (parallel zur Oberfläche) wird die äußere Palladium-/Platinschicht instabil und bricht teilweise ein oder ab. Dies ist durch ein Öffnen der Blasen an einem oder mehreren Punkten erkennbar (Abb. 14).

Abb. 14: Eine kreisförmige Einbruchstelle weist darauf hin, dass die darunter liegende Nickelschicht kreisförmig aufgelöst ist


Abb. 15: Korrosionsstelle nach Durchdringung der Schichten mit beginnender Aluminiumkorrosion (oben) und fortgeschrittener Korrosion und erkennbaren Poren in der Nickel- und Kupferschicht (unten)
Der Auflösungsvorgang schreitet durch die Poren und Risse in die Tiefe fort und durchdringt dabei auch die Kupferschicht (Abb. 13 und 15). Sobald das Aluminiumgrundmaterial erreicht ist, wird die Auflösung aller aufgebrachten Schichten stark verlangsamt beziehungsweise kommt vollständig zum erliegen, da alle Werkstoffe des Schichtsystems wesentlich beständiger sind als das Aluminiumgrundmaterial. Das Aluminium löst sich in der Folge mit deutlich höherer Geschwindigkeit auf als dies zuvor bei Nickel der Fall war. Die bei der Auflösung entstehenden Korrosionsprodukte (Aluminiumoxide und Aluminiumhydroxide) wölben das gesamte Schichtsystem im Korrosionsbereich auf (Abb. 1, 4 und 16).

Abb. 16: Die Korrosionsprodukte des Aluminiums drücken das Schichtsystem nach Außen
Die Auflösung der galvanisch abgeschiedenen Nickelschicht parallel zur Oberfläche führt durch den Angriff des Aluminiumgrundwerkstoffes zum Aufwölben der verbleibenden Schicht (Abb. 4). Die entstehenden Reaktionsprodukte aus Aluminium, Sauerstoff, Schwefel (beispielsweise aus dem Schwefeldioxid der Luft), Chlor (in geringem Umfang im Medium enthalten), Nickel und Kupfer finden sich auf der aufgewölbten Schicht und darunter (Abb. 16). Zudem sind in den Schichten die von außen nach innen verlaufenden Porenkanäle zu erkennen (Abb. 12 und 13), durch die das Korrosionsmedium schließlich bis zum Aluminiumgrundmaterial vordringen kann.
Platin und Palladium bilden bei Einwirkung eines korrosiven Mediums in Kontakt mit Aluminium eines der wirksamsten Korrosionselemente überhaupt. Platin und Palladium zählen zu den edelsten Metallen und stehen am positiven Ende der elektrochemischen Spannungsreihe (Tab. 1). Aluminium ist eines der unedelsten Metallen und steht folgerichtig am anderen Ende der elektrochemischen Spannungsreihe. Je nach Art des korrosiven Mediums kann die Spannungsdifferenz bis zu 2 Volt betragen, was für die Betrachtung der Metallkorrosion mit zu den ungünstigsten Bedingungen zählt. Darüber hinaus unterscheiden sich galvanisch und chemisch abgeschiedenes Nickel sowohl in Bezug auf die Festigkeit als auch in Bezug auf die Korrosionsbeständigkeit deutlich: chemisch abgeschiedenes Nickel ist aufgrund des enthaltenen Phosphors in Höhe von 10 % korrosionsbeständiger und besitzt eine höhere Härte und Festigkeit [6].

2.5 Schutzwirkung einer Edelmetallschicht
Es stellt sich insbesondere die Frage, weshalb trotz der aufgebrachten Edelmetallschicht aus Palladium und Platin, die unter den vorliegenden Umgebungsbedingungen vollkommen beständig gegen einen korrosiven Angriff ist, die aufgetretene Korrosion nicht verhindert werden konnte.
Eine Edelmetallbeschichtung auf einem unedleren Metall besitzt nur dann eine für alle darunter liegenden unedleren Metalle (Beschichtung und Substrat) schützende Wirkung gegen Korrosion, wenn die Edelmetallschicht absolut dicht ist. Ist dies nicht der Fall, kann das darunter liegende unedlere Metall mit hoher Triebkraft aufgelöst werden. Entscheidend für die Geschwindigkeit der Auflösung der unedleren Metalle ist die Spannungsdifferenz (Differenz der elektrochemischen Spannungs- oder Potentialwerte, Tab. 1). Als kleine Spannungsdifferenzen in diesem Sinne können Werte um 50 Millivolt bis 100 Millivolt verstanden werden. Als große Spannungsdifferenzen, die eine entsprechend stärkere Korrosion bewirken, gelten mehrere 100 Millivolt. Die Stärke der Korrosion wird durch weitere Parameter, wie beispielsweise die Leitfähigkeit des Korrosionsmediums, beeinflusst. Im Falle des hier vorliegenden Metallaufbaus aus Aluminium, Kupfer, Nickel/Phosphor, Nickel und Palladium/Platin ist für eine beginnende Korrosion keine durchgehende Beschädigung von der obersten Schicht aus Palladium/Platin bis zum Aluminium erforderlich. Eine Korrosion setzt auch durch den Kontakt zwischen Palladium/Platin und Nickel ein, allerdings bei zunächst geringer Korrosionsgeschwindigkeit.
Die Schutzwirkung einer Edelmetallschicht auf unedlerem Metall wird also immer dann ausbleiben, wenn die Edelmetallschicht nicht vollkommen geschlossen ist. Untersuchungen zufolge ist eine galvanisch aufgebrachte Schicht aus Palladium oder Platin erst bei Schichtdicken von mehr als 2 Mikrometer als dicht anzusehen [7, 8]. Starken Einfluss auf die Porosität hat zudem die Rauheit einer Oberfläche. Da im vorliegenden Fall die relevante Oberflächen durch Strahlen mit Glasperlen mattiert wurde, verschlechtert dies die Situation. Die Frage der Porosität wurde im vorliegenden Fall durch eine Elementanalyse mittels EDX untersucht. Hierbei zeigten sich punktuelle Defekte oder zumindest starke Unterschiede in der Dicke der Edelmetallschichten bis hin zu Poren. Teilweise waren auch Defekte in der Edelmetallschicht dadurch verursacht, dass Reste des Strahlmaterials bei der Beschichtung den Aufbau der Palladium/Platin-Schicht verhindert hatten (Abb. 17). Die Glasperlenstrahlung wurde nach der letzten Nickelschicht vor dem Aufbringen der Edelmetallschichten vorgenommen, um eine gleichmäßige Mattierung zu gewährleisten. An einigen Stellen sind Reste des nicht vollständig entfernten Strahlmaterials zu finden, die ebenfalls zu Fehlstellen in der Edelmetallschicht führen (Abb. 18).

Abb. 17: Schwachstellen in der Palladium/Platin-Schicht

Abb. 18: Fehlstelle aufgrund eines Einschlusses von Fremdkörpern
Der hauptsächlicher Grund für den hier vorliegenden Korrosionsfall war eine zu geringe Schichtdicke der abschließenden Edelmetallschicht und den sich daraus ergebenden lokalen Fehl- oder Schwachstellen (Abb. 17 und 19). Allerdings ist darüber hinaus zu berücksichtigen, dass mechanische Beschädigungen der Edelmetallschicht im Gebrauch ebenfalls zur Korrosion des Schichtensystems und nachfolgend auch des Grundmaterials führen können.

Abb. 19: Elementanalyse eines Oberflächenbereichs (li.o.): Platin (re.o.), Palladium (li.u.) und Nickel (re.u.); kräftiger Farbton entspricht einem hohen Anteil; schwacher Farbton bzw. Schwarz ist geringer Anteil; der mit Kreis markierte Bereich ist im Diagramm für Platin und Palladium jeweils schwarz (= kein Platin, kein Palladium) und im Diagramm für Nickel kräftig farbig (= Nickel vorhanden), d.h. hier liegt Nickel frei
3 Fazit – Verbesserungsmöglichkeiten
Die erhebliche Korrosion von Teilen aus einer Aluminiumlegierung (5,1 bis 6,1 Gew.% Zink, 2,1 bis 2,9 Gew.% Magnesium, 1,2 bis 2,0 Gew.%, Kupfer) mit einem galvanisch aufgebrachten Schichtsystem aus Kupfer, galvanisch abgeschiedenem Nickel, chemisch abgeschiedenem Nickel/Phosphor und galvanisch abgeschiedenem Palladium/Platin ist auf Poren in der außen liegenden Edelmetallschicht zurückzuführen.
Die Schutzwirkung der Edelmetallschicht wird in einer derartigen Schichtkombination nur dann erreicht, wenn die Schicht aus Palladium und Platin porenfrei ist. Dazu sind nach verschiedenen Untersuchungen [7, 8] Dicken von 2 Mikrometer und mehr erforderlich. Mit einer entsprechend dickeren Edelmetallschicht und unter Berücksichtigung der bewährten Verfahrensabläufe (Aktivierung des Grundmaterials, Entfernung von haftungsmindernden Ölen, Fetten, Oxiden oder Bearbeitungsrückständen wie Strahlmittel) kann eine wirksame Schutzschicht mit dekorativem Charakter auf Aluminium aufgebracht werden.
Eine Verbesserung der Schutzwirk könnte eine weitere Unterschicht aus etwa 3 Mikrometer bis 5 Mikrometer Silber bringen. Die Schichtkombination aus Silber und Platin (oder einem anderen Edelmetall (z. B. Rhodium) als Endschicht) hat sich beispielsweise bei Brillengestellen als außerordentlich beständig erwiesen. Silber vermindert die Differenz der elektrochemischen Spannungen im Falle von Fehlstellen in der Palladium/Platin-Schicht (Standardpotenzial zwischen Kupfer und Palladium/Platin) und ist zudem ein kostengünstiges Edelmetall.
Allerdings ist zu berücksichtigen, dass eine derartige Beschichtung von einigen 10 Mikrometern im Falle einer groben mechanischen Beschädigung keinen wirksamen Schutz gegen Korrosion bieten kann.
Literatur
[1] P. F. Schmidt: Praxis der Rasterelektronenmikroskopie und Mikrobereichsanalyse
[2] H. Schumann: Metallographie; 9. Auflage, 1975, VEB Verlag für Grundstoffindustrie, Leipzig
[3] K. Müller: Lehrbuch der Metallkorrosion; 5. Auflage (1993), Leuze Verlag, Saulgau, S. 102ff
[4] H. Kaesche: Die Korrosion der Metalle; 2. Auflage (1978), Springer Verlag, Berlin; S. 221ff
[5] M. G. Fontana, N. D. Green: Corrosion Engineering; 2. Auflage, McGraw-Hill Book Company, S. 28ff
[6] N. Kanani: Chemische Vernickelung; 1. Auflage (2007), Leuze Verlag, Saulgau
[7] E. J. Kudrak, J. A. Abys, V. Chinchankar, J. J. Maisano: Porosity of Composite Palladium, Palladium-Nickel and Gold Electrodeposits; Plating and Surface Finishing, 2/1992
[8] E. J. Kudrak, J. A. Abys, F. Humiec: The Impact of Substrate Roughness and Porosity: A Comparison of Electroplated Palladium, Palladium-Nickel and Cobalt Hard Gold; Plating and Surface Finishing, 1/1997
DOI: 10.7395/2014/Schade5
Schadensfälle in der Praxis sind nicht nur unangenehm, sondern meistens auch teuer. WOMag bietet künftig mit der regelmäßig erscheinenden Rubrik Praxisratgeber anhand von Schadensfällen oder Verfahrensproblemen Analysen und Lösungsmöglichkeiten. Die vorgestellten Themen beruhen auf realen Vorkommnissen und Situationen in der Praxis, sind aber so abstrahiert, dass kein Rückschluss auf Bauteile oder gar Hersteller möglich ist. Es geht ausschließlich darum, den auf diesem Gebiet tätigen Fachleuten Hilfestellungen zur Vorgehensweise beim Auftreten von technischen Problemen und deren Lösung anzubieten.
Vorschläge für weitere Themen sind willkommen – wir unterstützen Sie dabei!
