Bauteile in industriellen Schlüsselanwendungen haben es nicht leicht: Steigender Kosten-, Leistungs- und Zeitdruck bringt sie permanent an ihre Belastungsgrenzen. Zu den größten Ausfallrisiken zählen dabei Abrasion, Erosion und Korrosion. Ein inzwischen etablierter Standard, um Standzeiten zu verlängern und Belastbarkeitsgrenzen zu erweitern, ist die thermische Beschichtung kritischer Komponenten. Nahezu unbegrenzte Kombinationsmöglichkeiten von Schichtwerkstoff und Substrat erschließen ein enormes Anwendungsspektrum für Ersatz, Regenerationen, Reparaturen, Aufwertung und Veredelung. Als ausgewiesener Experte im Bereich anspruchsvoller Oberflächentechnik setzt die Pallas GmbH & Co. KG mit der Vielzahl eingesetzter thermischer Beschichtungsverfahren und deren virtuoser Kombination Maßstäbe. Langjährige Erfahrung und Know-how machen die Spezialisten auch zum gefragten Entwicklungspartner von Industrie und Forschung für neue Schichten oder Siegler.
Kaum ein anderes Beschichtungsverfahren ist so vielseitig und auf den jeweiligen Anwendungsfall auslegbar wie das thermische Spritzen. Ob im Maschinen- und Anlagenbau, in der Automobil-, Druck-, Luft- und Raumfahrtindustrie, der Papier-, Offshore-, Textil- oder Stahlindustrie: Hochbeanspruchte Komponenten und Werkstoffe stehen leistungsmäßig vor der Quadratur des Kreises. Anforderungen wie Verschleiß- und Korrosionsbeständigkeit bei gleichzeitig herausragender mechanischer Festigkeit kann ein Werkstoff allein oftmals nicht erfüllen. Ein vergleichbarer Zielkonflikt ergibt sich häufig aus der Notwendigkeit zu Leichtbau und Reibungsreduktion im Zusammenspiel mit steigenden Leistungsansprüchen der Kunden. Nachhaltige Abhilfe bieten hier neue Fertigungstechnologien und weitestgehend individuell angepasste thermische Schichten. Mit ihnen lassen sich die unterschiedlichen Aufgaben von Bauteiloberfläche und -kern funktional trennen und somit voneinander lösen. Durch die nur lokal begrenzte Bearbeitung der verschlissenen oder auch durch Fertigungsfehler beeinträchtigten Bereiche bleibt das oftmals kostenintensive Grundbauteil erhalten. Dies bedeutet eine signifikante Zeit- und Kostenersparnis.
Umfassendes Spektrum
Mit sechs verschiedenen thermischen Beschichtungsverfahren bietet Pallas ein ungewöhnlich breites Bearbeitungsspektrum für Einzelteile sowie Klein- und Mittelserien aus einer Hand (Abb. 1): Neben Pulver- und Drahtflammspritzen umfasst das Verfahrensangebot bei Pallas Lichtbogen-, Plasma- und Hochgeschwindigkeitsflammspritzen (HVOF) sowie Laserbeschichtung. Außergewöhnlich groß ist auch die Auswahl der angebotenen Beschichtungswerkstoffe, Schichtaufbauten und -dicken (Abb. 2). Mit multifunktionalen Schichtsystemen, die mehrere Eigenschaften kombinieren, untermauert das Unternehmen seinen Expertenstatus. Die jahrzehntelange Zusammenarbeit mit einer Vielzahl von Branchen erklärt nicht nur die enorme Bandbreite der ständig bereitgehaltenen Werkstoffe, sondern auch die Innovationsstärke bei der Entwicklung unkonventioneller Lösungen. Die verfahrensübergreifende Kompetenz macht Pallas auch in der Großserienproduktion zum gefragten Ansprechpartner für Schichtentwicklungen.

Abb. 1: Sichere Sache aus einer Hand: Mit sechs verschiedenen thermischen Beschichtungsverfahren bietet Pallas ein ungewöhnlich breites Bearbeitungsspektrum

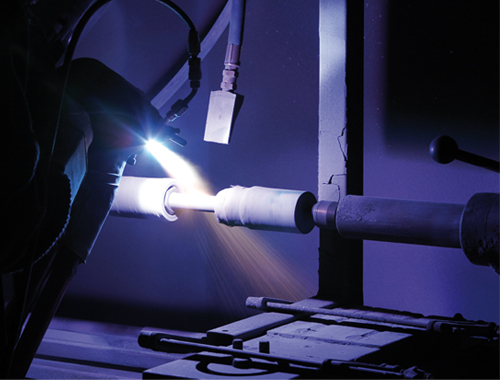
Abb. 2: Pulverflammspritzen erzeugt bis zu mehrere Millimeter dicke Schichtstärken, beispielsweise zum Zweck der Reparaturbeschichtung
Unterschiedliche Energie
Je nach Art und Einsatzgebiet der Komponenten erfolgen thermische Korrosions- und Verschleißschutzbeschichtungen per Flamme, Lichtbogen-, Plasma-, HVOF- oder Laser-Verfahren. Hauptunterscheidungsmerkmal für die einzelnen Verfahren ist die abweichende thermische und kinetische Energie, mit der die Spritzpartikel auf den Grundwerkstoff aufgebracht werden.
Pulverflammspritzen erzeugt bis zu mehrere Millimeter dicke Schichtstärken und eignet sich besonders zur Reparaturbeschichtung mit Metallen. Mit Drahtflammspritzen (Abb. 3) kann nahezu jeder drahtförmig vorliegende Werkstoff aufgetragen werden. So entstehen beispielsweise aus Aluminium, Bronze oder Molybdän leistungsfähige Verschleiß-, Einlauf- und Korrosionsschutzschichten. Auch selbstschmierende Oberflächen werden mit diesem Verfahren hergestellt. Durch Lichtbogenspritzen (Abb. 4) entstehen mit elektrischer Energie auf wirtschaftliche Art und Weise je nach eingesetztem Beschichtungswerkstoff sehr belastbare, fest anhaftende, hochtemperaturfeste und oxidationsresistente Oberflächen. Atmosphärisches Plasmaspritzen (Abb. 5) verarbeitet in der bis zu 20 000 °C heißen Plasmaflamme sogar hochschmelzende Keramiken und deren Verbindungen zu extrem harten und verschleißfesten Schichten. Beim Hochgeschwindigkeits-Flammspritzen (HVOF) treffen die Partikel mit bis zu 750 m/s auf das Substrat (Abb. 6). Die Verbindung dieser hohen kinetischen Energie mit vergleichsweise niedriger thermischer Energie erzeugt sehr gut haftende, homogene und dichte Hartmetallschichten (Abb. 7).

Abb. 3: Mit Drahtflammspritzen kann nahezu jeder drahtförmig vorliegende Werkstoff aufgetragen werden

Abb. 4: Beim Lichtbogenspritzen mit elektrischer Energie entstehen sehr belastbare, fest anhaftende, hochtemperaturfeste und oxidationsresistente Oberflächen

Abb. 5: Verschleißfest: Atmosphärisches Plasmaspritzen verarbeitet in der bis zu 20 000 °C heißen Plasmaflamme sogar hochschmelzende Keramiken

Abb. 6: Beim Hochgeschwindigkeits-Flammspritzen (HVOF) treffen die Partikel mit bis zu 750 m/s auf das Substrat

Abb. 7: Geringe thermische und hohe kinetische Energie bei HVOF-Spritzen führt zu guter Haftung und hoher Dichte der Schichten

Abb. 8: Einsatzbeispiele für Laserverfahren
Laserverfahren (Abb. 8) verbessern Randschichteigenschaften von teuren, hochbeanspruchten Komponenten. Durch die auf eine Fläche von ein bis zwei Millimetern begrenzte Energiezufuhr werden Bauteil und Werkstoff nur minimal belastet. Die schmelzmetallurgisch angebundene Schicht mit geringer Aufmischung haftet auch bei extremer Belastung dauerhaft.
Anders als bei galvanotechnischen Verfahren werden alle diese Schichten nicht als Trommel- oder Gestellware erzeugt, sondern – auch bei automatisierten Prozessen –
einzeln, was sich in einem entsprechend geringeren Ausschuss widerspiegelt. Die schnelle Umsetzung, bei fest integrierten Großbauteilen (Abb. 9) sogar vor Ort beim Kunden, spricht überdies für dieses Verfahren.
Die deutlich kürzere Zeit zum Schichtaufbau begründet – beim Vergleich mit der Gestellbeschichtung von größeren Teilen – eine Überlegenheit des thermischen Spritzens gegenüber der galvanotechnischen Beschichtung. Soll ein Lagersitz mit einem Durchmesser von 120 Millimetern bei einer Länge von 200 Millimetern mit 200 µm Hartchrom beschichtet werden, liegt in Abhängigkeit von den zu wählenden Parametern die Prozesszeit bei mehr als zwölf Stunden. Die analoge thermische Spritzschicht ist in weniger als zwei Stunden aufgebracht.

Abb. 9: Bei Antriebszahnrädern für Großmaschinen werden die innen und außen nicht abgedeckten Stellen thermisch beschichtet, geschliffen und zur Auslieferung poliert

Abb. 10: Strahlkabine bei Pallas zur Vorbereitung von Laufrollen für Bremsprüfstände für die Beschichtung

Abb. 11: Laufrollen werden mit einem mobilen Sandstrahlgerät bearbeitet

Abb. 12: Nach dem Sandstrahlen werden die Laufrollen gereinigt und anschließend beschichtet
Rotationssymmetrische Bauteile wie Rollen, Walzen, Wellen und Zylinder sind konstruktionsbedingt besonders für thermische Beschichtungen geeignet (Abb. 10 bis 12). Durch die lokal begrenzte Bearbeitung und steuerbare thermische Bauteilbelastung können sogar Grundstoffe wie Holz, Kohlefaser- oder Glasfaserkompositwerkstoffe beschichtet werden.
Bei Kombination mehrerer dieser thermischen Spritzverfahren kann die Effizienz einer Veredelung, Regeneration oder Reparatur von belasteten Komponenten oftmals sogar noch weiter verbessert werden. Jährliche Zuwachsraten von acht bis zehn Prozent bestätigen die steigende Nachfrage nach dieser variantenreichen Technologie.
Schichten für alle Fälle
Schichtdicken von 20 µm bis zu mehreren Millimetern, so gut wie keine Einschränkungen bei den Grundwerkstoffen und eine nahezu unbegrenzte Auswahl an Beschichtungswerkstoffen kennzeichnen die Flexibilität des thermischen Spritzverfahrens. Die aufgebrachten Schichten haften vorwiegend durch mechanische Verklammerung. Neben Korrosions- und Verschleißschutz leisten sie elektrische oder thermische Isolation und erlauben die Herstellung von Gleit-, Antihaft-, Einlauf- und selbstschmierenden Schichten. Als Korrosionsschutzschichten für Dichtsitze, Walzen und Formteile kommen vor allem Edelstahl, Aluminium oder Zink zum Einsatz. Dichtsitze und Walzen erhalten mit niedrigschmelzenden Metallen kostengünstige und im Bedarfsfall bis zu mehrere Millimeter dicke Schichten. Zum Verschleißschutz werden auf den Anwendungsfall abgestimmte Hartmetalle wie Wolframcarbid und Chromcarbid oder Keramik eingesetzt. Sie substituieren beispielsweise im Fahrwerksbau in der Luftfahrtindustrie zunehmend Hartchrom für die Beschichtung der Hydraulikstangen.
Zunehmend zeichnet sich hier jedoch auch ein Trend zu Titancarbiden ab. Diese leichteren Werkstoffe verfügen zwar über weniger Härte, sind aber deutlich temperaturfester und kommen somit Forderungen nach Gewichtsreduktion und Temperaturbeständigkeit entgegen. Extrem harte und verschleißfeste Keramikbeschichtungen bieten in abrasiven und thermisch oder chemisch aggressiven Atmosphären sicheren Schutz vor Korrosion und Verschleiß.
Einlaufschichten werden schwerpunktmäßig in der Luftfahrtindustrie und in der Energieerzeugung eingesetzt. Um den extremen Anforderungen in Kompressoren und Turbinen standzuhalten, sind sie trotz einer für die erforderliche Porosität reduzierten Härte mechanisch stabil und hochtemperaturbeständig. In die auf die Turbinenleitgehäuse applizierte Einlaufschicht reiben sich die Spitzen der Turbinenlaufschaufeln ein, um den Zwischenraum zwischen beweglichen und feststehenden Turbinenteilen zerstörungsfrei zu minimieren. Hierdurch wird eine deutliche Leistungs- und Effizienzsteigerung der Turbine erzielt.
In der Textil- oder Papierindustrie erhält die vernickelte Oberfläche von Galetten, die aggressiven chemischen, thermischen und mechanischen Angriffen ausgesetzt sind, an den kritischen Flächen eine zusätzliche Keramikschutzschicht. Sie gewährleistet außerdem die hier unverzichtbare hohe Oberflächengüte. Schichten mit definierter Porosität schützen Kolbenringe und Lager vor Festfressen im Trockenlauf.
Zum Veredeln der in zahlreichen Branchen aus Gewichtsgründen eingesetzten Faserverbundwerkstoffe setzen immer mehr Anwendungen auf keramische Beschichtungen. Ob für Walzen in der Druck- und Papierindustrie, an Luftleitblechen für Bremsscheiben von Formel-1-Boliden oder für Thermalschutzschindeln in der Luft- und Raumfahrtindustrie: Für den jeweiligen Einsatz ausgelegte, hochleistungsfähige Keramikbeschichtungen schützen diese stark belasteten Komponenten vor vorzeitigem Verschleiß, thermischer oder korrosiver Beanspruchung.
Thermische oder elektrische Isolationsschichten entstehen durch Pulverbeschichtung oder Plasmaspritzen. Keramische Werkstoffe überzeugen auch hier durch ihre effiziente Wärmedämmung und Hochtemperaturbeständigkeit. Ihre Korrosions- und Verschleißfestigkeit ist dabei oftmals ein zusätzlicher Vorteil. Je nach Schichtdicke bieten sie durch gezielte Nachbearbeitung Durchschlagsfestigkeiten von über 10 kV, wodurch sie Anlagen zuverlässig vor Beschädigung durch Kriechströme oder Kontaktreaktionen schützen.
Abhängig von Rahmenbedingungen wie Anwendungstemperatur, Korrosions- und Diffusionsbeständigkeit kommen auch spezielle Beschichtungen mit Kunststoff oder PEEK zum Einsatz. Wärmeleitfähige Metallschichten für Verdampfer können beispielsweise die Effizienz von Klimaanlagen in Autos um ein Vielfaches steigern und ermöglichen somit deutlich kleinere, also auch leichtere, Konstruktionen. Aus wirtschaftlichen und ressourcenschonenden Gründen vielversprechend sind derzeit laufende Versuche, durch thermisch gespritzte Kupferbeschichtungen auf Faserverbundstoffen elektrische Kabel in Kabelbäumen zu ersetzen.
Für die Stahlindustrie entwickelte Pallas eine höchsttemperaturfeste, wärmeisolierende Walzenbeschichtung. Um den mit einer Dickschicht vernickelten Kupfergrundkörper von bis zu 18 Tonnen schweren Walzen vor regelmäßiger Temperaturschockbelastung im Walzprozess zu schützen, kombinierte Pallas gleich mehrere Werkstoffe und Beschichtungsverfahren. Die daraus resultierende Schicht wirkt mit einem um Faktor 4 bis 5 verzögerten Temperaturfluss leicht isolierend und erhöht so die Standzeit der von innen gekühlten Walzen bei Einsatztemperaturen von bis zu 1500 °C um das Vierfache. Eine Schichtstruktur mit diesen Eigenschaften wäre mit galvanischen oder anderen Beschichtungsverfahren nicht machbar. Da thermische Beschichtungen in ihren Eigenschaften präzise reproduzierbar sind, ist auch die Regenerierung der Walzenbeschichtung nach Verschleiß gesichert.
Weitreichendes Wissen
Aufwendig gefertigte Komponenten, schwer lieferbare Werkstoffe und zentrale, zeitkritische Funktionen machen Reparaturen, Regenerationen oder Verbesserungen der betreffenden Bauteile durch thermische Beschichtung oftmals alternativlos. Das breite Anwendungsspektrum von thermischen Beschichtungen und die Einstellung maßgeschneiderter Eigenschaften setzen jedoch langjährige Erfahrung mit den Verfahren und weitreichende Werkstoffkenntnisse voraus. Eine detaillierte Kosten-Nutzen-Analyse und eine Vielzahl zu berücksichtigender Parameter geben Aufschluss darüber, welches Verfahren im Einzelfall die geeignete Variante ist. Neben der Art der Belastung fließen Faktoren wie chemische und thermische Randbedingungen, das Zusammenspiel mit Umgebungsmedien, Bauteilstückkosten und -funktionen sowie Dauer und generelle Machbarkeit einer Ersatzbeschaffung in diese Bewertung ein.
Durch maßgeschneiderte Standzeitenverlängerungen ist thermisches Spritzen technisch und wirtschaftlich unerreicht. Dank profunder Expertise und Vielfalt der im Unternehmen eingesetzten Verfahren schöpft Pallas diese Potenziale maximal aus und ist somit Partner der Wahl für anspruchsvolle Aufgaben in der Oberflächenbehandlung.
Pallas GmbH & Co. KG, Adenauerstraße 17, D-52146 Würselen
- www.pallaskg.de
