
... durch optimal gewählte Oberflächenbehandlung
Von Herbert Käszmann, WOTech GbR
Aluminium wird in zahlreichen Produkten aufgrund günstiger technisch-funktioneller und dekorativer Eigenschaften eingesetzt. Dabei werden vor allem die gute Korrosionsbeständigkeit und die hohe Beständigkeit beim dekorativen Erscheinungsbild in den Vordergrund gestellt. Die unterschiedlichen Anforderungen werden mit Hilfe von verschiedenen Verfahren der Oberflächenbehandlung und einer Beschichtung erfüllt. Diese reichen von einer Kombination aus Beizen und Passivieren, über verschiedene Varianten der anodischen Oxidation bis zum Aufbringen von metallischen, organischen oder plasmachemisch erzeugten Schichten. Dabei ist es unerlässlich, die für die Oberflächenbehandlung notwendigen Voraussetzungen zu kennen und bei der Planung des Herstellungsprozesses zu berücksichtigen.
Aluminium Products – Corrosion Resistant and Decorative, thanks to a Wide Range of Surface Treatment Options
Aluminium is used in the manufacture of countless products, thanks to its favourable properties both technically and the wide range of surface finishing processes available. Above all, its excellent corrosion resistance and the wide range of available decorative finishing processes make it the candidate material of choice. The various requirements made of aluminium can be met using a wide range of surface treatments and coatings. These range from a combination of etching and passivation, through a range of anodising processes to the application of metallic, organic or plasmachemical coatings. In all of this, it is essential to have an understanding of the requisite preconditions when planning a production process.
Unter den Leichtmetallen erfährt Aluminium bisher die größte Verbreitung. Daneben sind vor allem Titan, Magnesium oder Zink wichtige metallische Leichtbauwerkstoffe, die in der Praxis zum Einsatz kommen. Alle diese Metalle sind unter anderem - neben dem geringen spezifischen Gewicht und einer guten bis sehr guten Festigkeit - dadurch gekennzeichnet, dass sie spontan mit dem Luftsauerstoff reagieren und eine Oxidschicht bilden. Diese in der Regel dichte und geschlossene Oxidschicht schützt das Metall gegen weitere Oxidation und in bestimmten Grenzen auch gegen Korrosion durch Feuchtigkeit oder wässrige Lösungen. Die gute Festigkeit von Aluminium wird vor allem durch Mischen mit anderen Metallen erreicht, insbesondere Magnesium, Zink, Kupfer sowie dem Halbmetall Silizium. Dem Vorteil der besseren mechanischen Eigenschaften steht dann allerdings die weniger beständige Oxidschicht gegenüber, da die Fremdmetalle die Ausbildung der Oxidschicht vor allem aufgrund auftretender Fehlstellen im Oxid beeinträchtigen.
Im Folgenden wird ein kurzer Überblick über die Möglichkeiten zur Oberflächenbearbeitung von Aluminiumwerkstoffen gegeben, die sich je nach Anforderungen an das Endprodukt deutlich unterscheiden. Alle Verfahren verbessern in der Regel die Beständigkeit gegen korrosive Angriffe oder Verschleiß, erlauben aber auch die Erzeugung von dekorativen Effekten oder die farbliche Gestaltung der Aluminiumteile. Dafür durchlaufen die Aluminiumteile unterschiedliche Stufen der Bearbeitung, die für die entstehenden Kosten verantwortlich sind, und damit ein wichtiges Entscheidungskriterium bei der Auswahl der Bearbeitungsarten darstellen.
1 Anforderungen an die Oberfläche
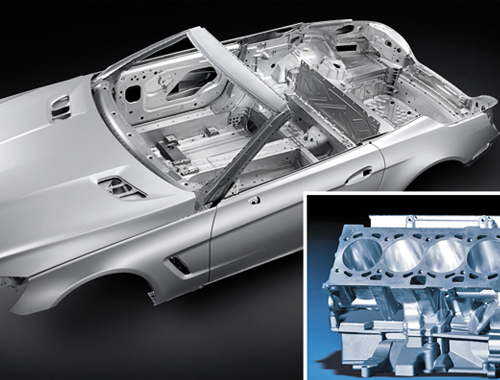
Durch die Anwendung einer geeigneten Oberflächenbehandlung bei Produkten aus Aluminiumwerkstoffen lassen sich sowohl im Hinblick auf die Korrosionsbeständigkeit unter den unterschiedlichsten Umgebungsbedingungen als auch im Hinblick auf das technisch-funktionelle oder dekorative Erscheinungsbild sehr gute Langzeitbeständigkeiten erreichen (Abb. 1 und Abb. 2).

Abb. 1: Aluminium auf Haushaltsgeräten wird häufig in der Ausführung strichmattiert und anodisiert angeboten; derartige Oberflächen zeigen auch nach langem Gebrauch kaum Abnutzungsspuren

Abb. 2: Im Fahrzeugbau kommt Aluminium sowohl für funktionelle Teile wie den Motorblock als auch für die dekorative Anwendung wie die Außenhaut der Karosserie zum Einsatz [10, 11]
1.1 Funktionelle Anforderungen an Aluminium
Zu den wichtigsten funktionellen Aufgaben von metallischen Oberflächen zählt der Schutz gegen Korrosion und Verschleiß. In beiden Fällen erfolgt ein Materialverlust, der die mechanische Funktion eines metallischen Bauteils schwächt. Um diese beiden wichtigen (neben weiteren) Herausforderungen bewältigen zu können, sollten chemisch beständige Oberflächenschichten zur Gewährleistung eines günstigen Korrosionsverhaltens und harte Schichten zur Erfüllung der erforderlichen Verschleißbeständigkeit aufgebracht werden.
Für die Auswahl der optimalen Oberfläche beziehungsweise der optimalen Beschichtung ist es erforderlich, die Belastungen im Einsatzfall zu kennen und die zu erwartenden Belastungen abschätzen zu können. Vor allem das Verhalten unter Langzeitbelastung ist jedoch relativ schwer abzuschätzen, da beispielsweise die tatsächlich auftretenden Korrosionsbedingungen nur sehr selten über die gesamte Lebensdauer bekannt sind. Dies führt beispielsweise bei der Festlegung von geeigneten Korrosionsschutzsystemen häufig zu einer mehr oder weniger ausgeprägten Überdimensionierung. Für diese werden dann Zeiträume angegeben, innerhalb derer mit sehr hoher Wahrscheinlichkeit keine Schädigung auftreten wird. Im Falle der Korrosionsbeständigkeit werden Beständigkeiten von Beschichtungen mit Korrosionstests wie dem Wechselklimatest (Abb. 3) in unterschiedlichen Medien angegeben, zum Beispiel gemäß DIN EN ISO 9227 oder ASTM B117. Hauptsächlicher Kritikpunkt hierbei ist die fehlende Korrelation zur Beständigkeit im Einsatz; allerdings bieten derartige Verfahren eine praktikable Möglichkeit, unterschiedliche Systeme für den Korrosionsschutz zu vergleichen.

Abb. 3: Korrosionsprüfung an lackiertem Aluminium
Im Hinblick auf die Verschleißbeständigkeit kommt zur Bewertung der Beständigkeit eines Werkstoffs oder einer Beschichtung vor allem die Methode mittels Taber Abraser (z. B. ASTM F 1978) zum Einsatz. Hier ist insbesondere zu berücksichtigen, dass es sich bei der Abriebbeständigkeit um eine Systemgröße handelt, also alle Parameter (Prüfkörper, Gegenkörper, Temperatur, Luftfeuchte, Druck, Stoff zwischen Prüf- und Gegenkörper) das Ergebnis beeinflussen. Damit ist auch mit dieser Methode kaum ein hilfreiches Ergebnis des Verhaltens im Einsatz zu erhalten - es fehlt also wiederum die direkte Übertragung in die Praxis.
1.2 Dekorative Anforderungen
Die Einsatz von Aluminium in der Architektur oder für Gerätschaften der klassischen Consumersparten von Haushaltsgeräten bis zur Elektronik stellt das dekorative Erscheinungsbild in den Vordergrund, wobei oft die natürliche metallische Oberfläche zum Einsatz kommt. Darüber hinaus werden aber vor allem für Fahrzeuge und Flugzeuge Aluminiumteile mit einer zusätzlichen Lackschicht versehen, ebenso wie für Außenfassaden an Gebäuden.
Dafür müssen die Aluminiumoberflächen beispielsweise einen definierten Glanz (erzeugt durch die Lichtreflexion) oder eine definierte Farbe aufweisen. Während in Bezug auf den Glanz der Eindruck beim neuwertigen Produkt im Vordergrund steht (im Allgemeinen werden Veränderungen durch Zerkratzen bei metallischen Produkten im Gebrauch als unvermeidbar akzeptiert), wird von farbigen Oberflächen in der Regel ein unverändertes Aussehen über einen langen Zeitraum vorausgesetzt. Dies ist insbesondere beim Einsatz von Aluminium im Bauwesen der Fall - hier wird beispielsweise davon ausgegangen, dass über einen Zeitraum von 15 Jahren keine gravierenden Änderungen auftreten. Festgehalten sind derartige Anforderungen unter anderem in den Vorgaben der GSB International für Aluminiumfassaden, Qualanod oder Qualicoat. Dabei kommt der Farbbeständigkeit der eingesetzten organischen Systeme (Nass- und Pulverlacke) eine hohe Bedeutung zu, da organische Verbindungen vor allem durch UV-Strahlung zerstört werden. Die Prüfung der Lacksysteme erfolgt aus diesem Grund durch Bestrahlung mit UV-Licht, meist in Verbindung mit Feuchtigkeit in Art eines Klimawechseltests. Darüber hinaus erfolgt bei Lacksystemen insbesondere auf Aluminiumsubstraten auch ein über mehrere Jahre laufender Auslagerungstest, zum Beispiel in Florida in Küstennähe oder an der Nordseeküste. Die Herausforderung ist auch hierbei - wie bei allen Korrosionsprüfungen - die Korrelation zwischen Schnelltest und Auslagerungstest.
Für die Prüfung der dekorativen Anforderungen an Oberflächen werden beispielsweise Glanzmesssysteme oder Verfahren der Farbbestimmung herangezogen. Darüber hinaus spielen hier die in der Qualitätskontrolle der Unternehmen eingesetzten Mitarbeiter eine wichtige Rolle, die häufig wesentlich schneller Mängel beim Glanz (z. B. unzureichender Glanzgrad oder fertigungsbedingte Fehler in Form von Dellen oder Kratzern) erkennen, als dies von derzeit verfügbaren Geräten geleistet wird. Bei der Herstellung von Aluminiumteilen mit organischer Beschichtung spielt die Rauheit eine wichtige Rolle, da beispielsweise Lackierungen auf Aluminium Kratzer oder Dellen nicht überdecken
2 Auswahl der Oberflächenbehandlung
Für die Oberflächenbehandlung von Aluminiumwerkstoffen steht ein breites Spektrum an unterschiedlichen Verfahren zur Auswahl. Dabei nehmen diejenigen Verfahren einen breiten Raum ein, mit denen eine mehr oder weniger dicke künstliche Oxidschicht aufgebaut wird. Diese sogenannte Eloxalschicht (Eloxal - elektrolytisch oxidiertes Aluminium) entsteht durch die Kombination aus anodischer Auflösung von Aluminium und gleichzeitiger Entwicklung von Sauerstoff in einer wässrigen Lösung aus einer Mineral- oder organischen Säure, zum Beispiel von Schwefelsäure, Oxalsäure, Phosphorsäure, Zitronensäure, Weinsäure oder Säuremischungen. Direkt an der Grenze zwischen Aluminium und wässriger Lösung entsteht dabei das sehr stabile Aluminiumoxid (Al2O3), das damit eine sehr gute Haftung auf dem Grundwerkstoff besitzt. Das Aufwachsen der Schicht führt zu einer geringen Volumenzunahme - die Schicht wächst sowohl in den Grundwerkstoff als auch auf dem Grundwerkstoff auf. Die Erhöhung des Volumens ist bei passgenauen Teilen zu berücksichtigen.
Darüber hinaus lassen sich aber auch organische Schichten (Lacke unterschiedlicher Art) oder metallische Schichten (z. B. mittels den Verfahren der Galvanotechnik oder durch thermisches Spritzen) aufbringen. Die unterschiedlichen Technologien sind unter anderem in gut verständlichen Merkblättern des Gesamtverbandes der Aluminiumindustrie [1-6] dargestellt; Aktualisierungen der Technologien unter Berücksichtigung von neuen Werkstoffentwicklungen oder neuen Bearbeitungstechniken sowie entsprechende Anwendungsbeispiele finden sich in den regelmäßig aufgelegten Ausgaben des Aluminium-Taschenbucs [z. B. 7]. Die Durchführung der Oberflächenverfahren des Anodisierens von Aluminium wird ausführlich in [8] beschrieben.
2.1 Beizen und Passivieren
Aluminiumwerkstoffe besitzen grundsätzlich eine Oxidschicht, die direkt beim Abkühlen von schmelztechnisch verarbeitetem Aluminium oder bei der mechanischen Bearbeitung an den Bearbeitungsflächen entsteht, indem das Aluminium mit dem Luftsauerstoff zu Aluminiumoxid reagiert. Die Oxidschicht weist eine Dicke im Bereich von einigen zehn Nanometer auf, ist aber relativ dicht. Einfluss auf die Schichtbildung haben vorhandene Legierungspartner des Aluminiums, die zu Fehlstellen in der Oxidschicht führen. Zu nennen sind hierbei insbesondere Silizium oder Kupfer, wogegen Magnesium oder Zink keine nennenswerte Beeinträchtigung der Oxidschicht erzeugen.
Durch Beizen eines Aluminiumteils wird diese originäre Oxidschicht mit ihren Unzulänglichkeiten entfernt. Sofort nach Beendigung des Beizvorgangs beim ersten Kontakt mit Luftsauerstoff entsteht eine neue Aluminiumoxidschicht, die meist eine geringere Störung durch Fremdstoffe besitzt. Durch den nachfolgenden Behandlungsschritt des Passivierens wird die Deckschicht auf Aluminium verstärkt und in der Regel definiert aus Oxidhydraten (Verbindungen aus Oxid und Hydroxid) aufgebaut. Bei Einsatz von Phosphaten entstehen neben Oxidhydraten auch Phosphatverbindungen. Diese schützen die Oberfläche temporär gegen leichte chemische Angriffe, sind aber ein sehr guter Haftvermittler für organische Beschichtungen. Das Passivieren wird deshalb in breitem Umfang vor dem Lackieren von Aluminium eingesetzt. In der Regel sollte die organische Beschichtung direkt (d. h. einige Stunden) nach dem Passivieren erfolgen.
Für technische Teile mit geringeren Anforderungen an die Korrosionsbeständigkeit - zum Beispiel Teile in Geräten oder nicht sichtbare Teile in Innenräumen von Fahrzeugen - ist das Beizen und Passivieren eine ausreichende Oberflächenbehandlung vor der Weiterverarbeitung. Ein gutes dekoratives Erscheinungsbild wird durch mechanisches Schleifen, Polieren, Mattieren oder Strahlen sowie durch Elektropolieren erzeugt. Passivieren liefert eine Schutzschicht, durch die der metallische Charakter des Grundwerkstoffs erhalten bleibt und die bei geringer korrosiver Belastung einen akzeptablen Schutz gegen Korrosion bietet.
2.2 Anodisieren
Beim Anodisieren wird in einer sauren, wässrigen Lösung unter Einsatz von elektrischem Strom auf Aluminiumwerkstoffen eine Aluminiumoxidschicht erzeugt. Dabei wächst die Oxidschicht in Abhängigkeit von der verwendeten elektrischen Spannung, der verwendeten wässrigen Lösung (Art der eingesetzten Mineral- oder organischen Säure, Temperatur, Konzentration) oder der verwendeten Aluminiumlegierung und erreicht Dicken von maximal einigen hundert Mikrometern. Die Härte der Oxidschicht liegt im Bereich zwischen etwa 300 HV0,025 und 550 HV0,025. Die Schicht hat direkt nach der Bildung eine porige Struktur mit Porendurchmessern zwischen einigen zehn Nanometern und wenigen hundert Nanometern und ist vor allem von der verwendeten wässrigen Lösung und der Temperatur der wässrigen Lösung abhängig. Diese Poren lassen sich in einem nachfolgenden Arbeitsschritt (Tauchen in heißes Wasser) weitgehend verschließen; es bildet sich in den Poren eine Mischung aus Oxid mit eingelagertem Wasser.
Je nach Anwendungsfall erfolgt die Auswahl der Dicke der Oxidschicht. Für dekorative Oberflächen liegt diese in der Regel bei wenigen Mikrometern, da die Schicht bei dieser Dicke vollständig transparent ist. Neben der Dicke wird die Transparenz allerdings zusätzlich durch die vorhandenen Legierungselemente beeinflusst. Nachteilig auf den Glanz und die Transparenz wirken beispielsweise Silizium ab etwa 1 %, Mangan ab etwa 0,5 % oder Kupfer ab etwa 0,2 %. Geringere Nachteile liegen bei Magnesium oder Zink in den häufig verwendeten Anteilen von wenigen Prozent vor [4]. Die dekorativen Oxidschichten verbessern die Beständigkeit von Aluminium gegen Korrosion oder Beschädigungen durch Zerkratzen (Abb. 4).

Abb. 4: Anodisiertes Aluminium an einer Außenfassade
Der funktionelle Schutz von Aluminium wird zum Beispiel durch Hartanodisieren erzeugt, bei dem der Porendurchmesser gezielt klein gehalten wird. Dies erfolgt durch Kühlen der wässrigen Lösung, mit der die Anodisation durchgeführt wird. Die Schichten können je nach gewünschter Beständigkeit zwischen wenigen zehn Mikrometern bis zu mehreren hundert Mikrometern betragen. Die Schichthärten werden auch hier durch die vorhandenen Legierungspartner des Grundwerkstoffs beeinflusst, ebenso die Porosität der Oxidschicht. Die farbliche Änderung der Oxidschicht zu grau-matt oder violett spielt in der Regel für technische Anwendungen keine Rolle. Die Schichten haben eine sehr gute Korrosions- und Verschleißbeständigkeit [5, 9].
Ein großer Teil der technischen Aluminiumteile, beispielsweise für den Einsatz in Fahrzeugen (Abb. 5), Flugzeugen oder technischen Anlagen, werden mit Schichten im Bereich zwischen etwa 15 µm und etwa 50 µm beschichtet; neben den früher gängigen wässrigen Lösungen mit Schwefel- oder Chromsäure werden zunehmend aus Gründen des Umwelt- und Arbeitsschutzes auch Lösungen auf Basis von Schwefel-, Wein- oder Zitronensäure verwendet. Die Schichten sind matt-grau und besitzen eine gute Beständigkeit gegen Korrosion unter moderaten Umweltbedingungen und gegen Verschleiß.

Abb. 5: Anodisieren von Lenkgehäusen für Fahrzeuge [12]
2.3 Anodisieren und Färben
Die in der Regel definiert poröse Struktur des anodisch hergestellten Aluminiumoxids eignet sich zur Einlagerung von Farbstoffen. Dabei werden die Teile direkt nach dem Anodisieren (und Zwischenspülen) in eine Lösung mit Farbstoffpartikeln getaucht. Der Farbstoff lagert sich in die Porenstruktur ein und kann durch einen nachfolgenden Prozessschritt durch Tauchen in heißem Wasser fixiert werden. Bei diesem sogenannten Sealen werden die Poren durch die Bildung von Oxid-Hydroxid-Verbindungen verschlossen.
Während Ende des letzten Jahrhunderts Farbstoffe auf Metallbasis eingesetzt wurden, werden aus Gründen des Umweltschutzes heute vorwiegend Farbstoffe auf organischer Basis verwendet. Der bessere Umweltschutz geht allerdings zu Lasten der Dauerbeständigkeit, da organische Verbindungen unter UV-Einstrahlungen zerstört werden. Eingefärbte Oxidschichten können sich dadurch bei Einsatz im Außenbereich im Laufe der Zeit farblich verändern.
Durch direktes Einfärben der Oxidschicht lässt sich die dekorative Wirkung der Aluminiumoberfläche mit einer guten Korrosions- und Abriebbeständigkeit kombinieren. Der Glanzgrad der Oberfläche wird durch die mechanische Bearbeitung der Oberflächen (schleifen, mattieren, polieren) einstellen. Bei Dicken der Oxidschicht im Bereich bis etwa 10 µm bleibt der Glanzeffekt durch die Einfärbung der Oxidschicht nahezu unverändert erhalten. Eingesetzt werden solche Teile vor allem in der Architektur oder im Gerätebau, aber auch als Dekorationsgegenstände oder Schmuck.
2.4 Organische Beschichtungen
Für Aluminiumteile, die der Bewitterung ausgesetzt sind oder der Einsatz eine breite Farbpalette erforderlich macht, kommen organische Beschichtungen zum Einsatz. Die Lackierung bietet in erster Linie eine nahezu unerschöpfliche Möglichkeit zur dekorativen Gestaltung von Oberflächen. Dies betrifft sowohl die farblichen Aspekte, aber auch Kombinationen aus Farben und haptischen Effekten, beispielsweise die Erzeugung von Oberflächen, wie sie Holz oder Stein bekannt sind [14]. Insbesondere bei Anwendungen in der Architektur kommen farbliche Oberflächen in Kombination mit geometrischen Formen in vielfältiger Art zum Einsatz (Abb. 6).

Abb. 6: Beispiele für Außenfassaden aus Aluminium mit organischer Beschichtung [16]
Ein wichtiges Kriterium bei der Beschichtung von Werkstoffen mit organischen Stoffen (Lacke, Farben, Klebstoffe) ist die erzielbare Haftung zwischen den beiden unterschiedlichen Materialarten. Im Falle der Beschichtung von Aluminium gewährleistet dies der aufgebrachte Haftvermittler: die relative dünne Passivierung (im Bereich von einige zehn Nanometern) oder die deutliche dickere und poröse anodische Oxidschicht (für die Beschichtung mit organischen Stoffen wird hier von der sogenannten Voranodisierung gesprochen). In beiden Fällen liegt eine gut haftende und zugleich mikroporöse beziehungsweise rissige Struktur vor. Diese erlaubt der aufgebrachten organischen Beschichtung eine sehr gute Verzahnung mit dem Untergrund.
Darüber hinaus wird eine Voranodisation beispielsweise von der GSB International empfohlen, wenn erhöhte Korrosionsanforderungen zu erwarten sind. Hierfür empfiehlt es sich, die Einordnung der Umgebung, der das beschichtete Aluminium ausgesetzt ist, zu beachten. Die Einteilung erfolgt gemäß DIN EN ISO 12944 in die Korrosivitätskategorien C1 bis C5 - C1 tritt typischerweise nur in Innenräumen auf und ist unbedeutend, C5 ist dagegen die sehr aggressive Umgebung im Küsten- und Offshorebereich mit hoher Salzbelastung. Insbesondere der Sonderfall der Filiformkorrosion verlangt in der Regel eine Voranodisation vor dem Lackieren mit Schichtdicken im Bereich vor etwa 10 µm. Bei der Filiformkorrosion handelt es sich um eine fadenförmige Korrosionserscheinung des Aluminiumgrundwerkstoffs unter der Lackschicht.
Bei der Auswahl der organischen Beschichtung sind darüber hinaus zwei grundlegende Arten der Auftragung zu unterscheiden: die Nasslackierung und die Pulverlackierung. Das Verfahren der Nasslackierung basiert auf Lacken mit organischen Lösemitteln, während bei der Pulverlackierung mit trockenen feinen Pulverpartikeln gearbeitet wird. Die Verfahren haben Einfluss auf die Schichtdickenverteilung des Lacks, die herstellbaren Schichtdicken, die Veränderung unter Lichteinwirkung oder den Verlauf des Lacks an der Oberfläche. Zudem sind die Kosten für das Aufbringen der Lacke unterschiedlich, da bei Pulverlacken der Verbrauch geringer und die Verarbeitung aufgrund des nicht vorhandenen organischen Lösemittels mit geringem Aufwand möglich ist. Vor allem diese Gründe haben zu einer zunehmenden Verbreitung der Pulverlackierung geführt.
2.5 Beschichtung durch Plasmaanodisieren
Eine spezielle Art der Anodisation stellt das Plasmaanodisieren dar. Hierzu kommen Spannungen von mehr als 100 V zum Einsatz. Bei diesen Spannungen bilden sich an der Oberfläche kurzzeitig Lichtbögen mit Plasmazonen mit sehr hohen lokalen Strömen. Das dabei entstehende Aluminiumoxid, nach Ansicht der Entwickler handelte es sich hierbei um die stabilste Kristallisationsform Korund, zeichnet sich durch eine sehr hohe Dichte aus, da keine Poren vorhanden sind [17, 18]. Zudem lassen sich die Risse beziehungsweise Spalte an Kanten vermeiden, die bei der konventionellen Anodisation stets auftreten.
Die durch Plasamanodisation hergestellten Oxidschichten besitzen je nach Legierung Härten von etwa 2000 HV bis etwa 2400 HV und lassen sich durch die verwendeten Prozessparameter (Strom, Spannung, Temperatur des Elektrolyten) variieren. Nach Angaben der Hersteller (z.B. ELB GmbH, Ludwigsburg) treten unter mechanischer Belastung keine Risse oder Brüche auf. Die Schichten können zudem mechanisch durch Schleifen und Polieren bearbeitet werden. Die hervorragende Beständigkeit der Schichten gegen verdünnte Säuren und Laugen, Temperaturen bis zu mehreren hundert Grad sowie die gute Biokompatibilität erlauben deren Einsatz für die unterschiedlichsten technischen und medizinischen Anwendungen.
2.6 Galvanische Metallisierung von Aluminium
Durch die spezielle Vorbehandlung des sogenannten Zinkatbeizens ist es möglich, die stets vorhandene Oxidschicht auf Aluminium durch eine sehr dünne Zinkschicht zu ersetzen. Auf diese Zinkschicht kann in nachfolgenden galvanisch arbeitenden Verfahren weiter Metall aufgetragen und somit eine Beschichtung hergestellt werden, wie sie auch von anderen Gebrauchsmetallen bekannt ist. Üblicherweise wird auf die Zinkschicht im ersten Schritt Kupfer mit Dicken zwischen 5 µm und etwa 20 µm abgeschieden. Die Kupferschicht ist sehr duktil beziehungsweise spannungsarm und verhindert dadurch das Abblättern bereits während der galvanische Beschichtung.
Je nach Einsatzfall werden insbesondere Nickelschichten ebenfalls mit Dicken zwischen etwa 5 µm und etwa 20 µm aufgebracht. Für dekorative Anwendungen lassen sich die hergestellten Metallschichtsysteme beispielsweise durch Polieren oder Strahlen bearbeiten. Üblich sind galvanischen Beschichten beispielsweise zur Erzeugung einer guten Korrosionsbeständigkeit in sauren Medien, zur Herstellung einer hohen Verschleißbeständigkeit, eines guten elektrischen Kontakts oder für dekorative Zwecke. Allerdings ist darauf zu achten, dass die hergestellten Metallschichten riss- und porenfrei sind, da bei Einwirkung eines korrosiven Mediums ein elektrochemisches Kontaktelement entstehen kann. Aluminium unterliegt in diesem Fall als unbeständigstes Metall einer heftigen Korrosion, die in der Regel zur vollständigen Zerstörung eines Bauteils führt [19].
Fortsetzung in WOMag 3/2018
Literatur
[1] Aluminium-Zentrale: Merkblatt W1 - Der Werkstoff Aluminium; GDA - Gesamtverband der Aluminiumindustrie e.V., Düsseldorf
[2] Aluminium-Zentrale: Merkblatt O6 - Beizen und Entfetten von Aluminium; GDA - Gesamtverband der Aluminiumindustrie e.V., Düsseldorf; 7. Auflage
[3] Aluminium-Zentrale: Merkblatt O2 - Chemische Oxidation, Chromatieren, Phophatieren von Aluminium; GDA - Gesamtverband der Aluminiumindustrie e.V., Düsseldorf; 8. Auflage
[4] Aluminium-Zentrale: Merkblatt O4 - Anodisch oxidiertes Aluminium für dekorative Zwecke; GDA - Gesamtverband der Aluminiumindustrie e.V., Düsseldorf, 15. Auflage
[5] Aluminium-Zentrale: Merkblatt O11 - Hartanodisieren; GDA - Gesamtverband der Aluminiumindustrie e.V., Düsseldorf; 3. Auflage
[6] Aluminium-Zentrale: Merkblatt O3 - Beschichten von Aluminium; GDA - Gesamtverband der Aluminiumindustrie e.V., Düsseldorf; 7. Auflage
[7] Aluminium Taschenbuch - 2 Umformen, Gießen, Oberflächenbehandlung, Recycling; Aluminium-Verlag, Düsseldorf; 16. Auflage 2009
[8] Aluminium Taschenbuch - 3 Weiterverarbeitung und Anwendung; Aluminum-Verlag, Düsseldorf; 16. Auflage 2003
[9] T. W. Jelinek: Oberflächenbehandlung von Aluminium; Leuze Verlag, Bad Saulgau; 1997
[10] N.N.: Funktionale Nano-Oberflächen für Wärmetauscher; WOMag 4/2014; www.womag-online.de
[11] St. Wrobel, M. Rauch, M Seitz, N. Socha: Leichtbauwerkstoff Aluminium - Materialeigenschaften und -kreisläufe; WOMag 12/2013; www.womag-online.de
[12] N.N.: Rieger auf neuestem Stand der ISO/TS-Zertifizierung; WOMag 11/2017; www.womag-online.de
[13] J. Pietschmann, R. Gardein: Bewitterung von Lackoberflächen - beschleunigte Freibewitterung in Arizona; Galvanotechnik (2005)9, S. 2200-2205
[14] J. Pietschmann, R. Gardein: Filiform Corrosion and Results of 10 Years Natural Weathering; Galvanotechnik (2008)7, S. 1764-1773
[15] J. Pietschmann: Beschichtetes Aluminium mit Holz- oder Marmoreffekten; Galvanotechnik (1999)3, S. 763-768
[16] N.N.: Natürliche Aluminiumoberflächen mit individuell variierenden Gestaltungsmöglichkeiten; WOMag 9/2017; www.womag-online.de
[17] Basiswissen Oberflächentechnik - Ausgabe 2016; WOTech GbR, Waldshut-Tiengen; Seite 58
[18] R. Flüge: Funktionelle Aluminiumoberflächen in der Praxis; WOMag 9/2016; www.womag-online.de
[19] H. Käszmann, Ch. Schade: Edelmetallschicht auf Aluminium - dekorative und funktionelle Aufgaben; WOMag 2/2014; www.womag-online.de
