
Bericht über das 40. Ulmer Gespräch - eine Veranstaltung der Deutschen Gesellschaft für Galvano- und
Oberflächentechnik (DGO) und des Zentralverbandes Oberflächentechnik (ZVO) in Zusammenarbeit mit dem
VDI Technologiezentrum
Etwa 80 Teilnehmer konnte Prof. Dr. Paatsch zum bereits 40. Ulmer Gespräch begrüßen, unter anderem auch den Oberbürgermeister der Stadt Neu-Ulm Gerald Noerenberg, der der DGO zu ihrer Jubiläumsveranstaltung gratulierte. Er zeigte sich in diesem Zusammenhang sehr erfreut, dass die DGO der Stadt Neu-Ulm über den langen Zeitraum die Treue gehalten hat. Nach Überzeugung von Prof. Paatsch wird die Oberflächentechnik auch in Zukunft ein wichtiger Bereich der modernen Produktionstechniken sein, soweit die verschiedenen Akteure der Branche die gestellten Herausforderungen zur Entwicklung von neuen Verfahren mit entsprechendem Engagement aufgreifen. Die Tagung in Neu-Ulm gab dazu Anhaltspunkte.
Der Vorsitzende der DGO, Rainer Venz, nutzte die Gelegenheit, Prof. Paatsch für seine über 33 Jahre währende Arbeit als Tagungsleiter zu danken und ließ dessen Arbeit für die Fachtagung Ulmer Gespräch über die lange Zeit Revue passieren.
Herausforderungen an die Oberflächentechnik aus Sicht des Anlagenbaus
Dr. Bernd Heitkamp wies zu Beginn seiner Ausführungen darauf hin, dass er die Herausforderungen an einen Anlagenbauer aus Sicht eines Unternehmens betrachtet, das gewinnorientiert arbeiten muss. Dabei sieht er einen sehr großen Vorteil der Gramm Technik darin, sowohl Entwicklung auf dem Gebiet der Oberflächentechnik als auch Lohnfertigung mit unterschiedlichen Losgrößen zu betreiben. Damit ist der Bereich Anlagenbau in der Lage, die Bedürfnisse und Herausforderungen des Kunden Beschichter zu verstehen. Ein daraus entstandenes Produkt ist eine Anlagentechnik zur Hochgeschwindigkeitsbeschichtung von Motorkolben.
Heutige Lohnunternehmen im Bereich Galvanotechnik zeichnen sich durch einen hohen Automatisierungsgrad der Beschichtungsanlage, aber auch durch eine mehr oder weniger umfangreiche Abwasserbehandlung aus. Die dafür errichteten, meist sehr umfangreichen Anlagen müssen trotzdem einen hohen Grad an Flexibilität aufweisen und zum Betrieb sind Arbeitskräfte zur Be- und Entladung von Gestellen erforderlich. Herausforderungen für den Anlagenbauer ergeben sich beispielsweise im Hinblick auf Kostenreduktion, Just-in-time-Produktion, stark schwankende Anlieferung und hohe Qualität mit Rückverfolgbarkeit der Produktion.

Beispiel für eine moderne Inline-Fertigung mittels oberflächentechnischer Verfahren (Bild: B. Heitkamp)
Eine Lösung könnte beispielsweise darin bestehen, die galvanische Beschichtung in Form eines geschlossenen Moduls direkt in die mechanische Fertigung eines Produkt- beziehungsweise Bauteilherstellers zu integrieren. Damit lassen sich umfangreiche Arbeiten für den Versand oder auch eine zusätzliche Qualitätsprüfung einsparen. Realisierte Anlagen beinhalten dazu beispielsweise Technologien, bei denen die Teile stationär gehalten werden (bei geringster Emission) und die Chemie zum Bauteil zu- und abgeführt wird - solche Anlagentypen werden seit einiger Zeit unter dem Oberbegriff Reaktorzelle eingesetzt. Umgesetzt wird dies unter anderem zur Bearbeitung von Kolbenstangen, die sich beispielsweise durch einen geringen Platzbedarf, Wasserbedarf und Abfallerzeugung, aber auch eine hohe Ausbringung oder auch hohe Qualität auszeichnet. Ein Vorteil einer derartigen Technologie liegt in der erforderlichen behördlichen Betriebsgenehmigung, da nur aktives Volumen betrachtet wird und dieses durch die Größe der Reaktorzelle bemessen wird - der Elektrolyt im Zuführ-/Lagerbehälter spielt keine Rolle. Die Befüllung und Leerung der Reaktoren erfolgt unter Einsatz von Unterdruck, wodurch weder Emissionen noch Verschmutzungen durch Spritzen auftreten.
Für den Betrieb der Anlage werden beispielsweise die Strom-Spannungs-Kurven für jedes Bauteil zur Qualitätsbeurteilung (z. B. durch Angabe einer Schichtdicke) herangezogen. Sobald dort Werte außerhalb eines Soll-Verlaufs liegen, werden die entsprechenden Teile einer zusätzlichen gesonderten Prüfung beziehungsweise einer Nacharbeit unterzogen. Damit ist eine solche Anlage in der Lage, 100-%-i.O.-Teile zu erzeugen.
Trends im Überblick
Die Trends in der Oberflächentechnik werden nach den Erfahrungen von Dr. Daniel Meyer durch externe Impulse, wie Ressourcenverfügbarkeit oder Gesetzgebung, und interne Impulse, wie Innovationspotenzial oder neue Geschäftsfelder/-modelle, ausgelöst. Daneben stehen Themen wie additive Fertigung, Industrie 4.0, Leichtbau oder Mobilität derzeit im Vordergrund.
Zunächst ging Dr. Meyer näher auf den Zusammenhang von additiver Fertigung und Oberflächentechnik ein. Die additive Fertigung bietet die Möglichkeit zur Herstellung von geometrisch sehr anspruchsvollen Teilen, zu akzeptablen Kosten und in geringen Stückzahlen. Je nach Art der additiven Fertigung (z. B. Fused Deposition Modelling, Polyjet-Technik oder Selektives Lasersintern) entstehen Teile mit mehr oder weniger rauer oder unebener Oberfläche. Diese wiederum erfordert eine Oberflächenbearbeitung, wobei im Prinzip sowohl abtragende Technologien wie Schleifen oder Polieren als auch aufbauende Verfahren wie das galvanische Beschichten in Betracht kommen.

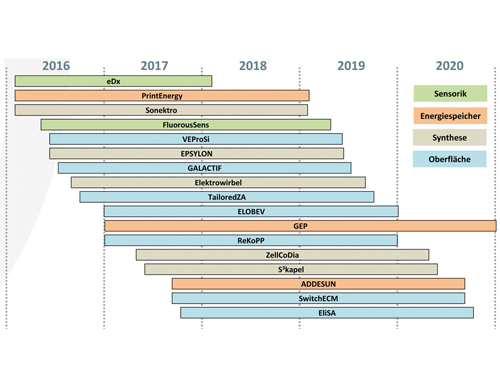
Fördermaßnahmen im Rahmen von InnoEMat (Bild: Daniel Meyer)
Für die Teile kommen häufig Kunststoffe zum Einsatz, sodass sich dafür die Verfahren der galvanischen Kunststoffbeschichtung anbieten. Dabei stellt sich die Frage, ob der Kunststoff für das Beschichten die selben Eigenschaften besitzt, wie gespritzter Kunststoff. Untersuchungen weisen auf deutliche Unterschiede hin, insbesondere im Hinblick auf die Verteilung der Phasen sowie deutlich unterschiedliche innere Spannungen. So führt beispielsweise ein geringerer Anteil an Butadien zu einer schlechteren Schichtbildung und geringeren Haftung. Des Weiteren zeigen additiv gefertigte Teile Oberflächenrauheiten von 50 µm bis 100 µm und höher. Beseitigen lässt sich die Rauheit unter anderem durch Gleitschleifen oder durch das Einwirken von organischem Lösemittel in einer Dampfphase. Eine weitere Einebnung könnte durch die abgeschiedene Metallschicht erzeugt werden, wobei hier Schichtdicken bis zu 500 µm erforderlich werden könnten. Neben der hohen Rauheit liegt eine zum Teil hohe Porosität vor. Verringern lässt sich die Porosität durch eine Optimierung der Druckparameter oder eine mechanische Oberflächenbehandlung. Zu diesem Thema unterhält die DGO eine Projektgruppe.
Eine weitere Arbeitsgruppe ist zum Thema Industrie 4.0 aktiv, für die die wirtschaftliche Effizienz der möglichen Maßnahmen ein wichtiges Entscheidungskriterium darstellt. Für die Umsetzung von geeigneten Systemen zu Vernetzung ist es beispielsweise hilfreich, das Unternehmen in Form unterschiedlicher Funktionsebenen zu unterteilen, wie beispielsweise physische Ebene, Management und Businessebene. Auf Basis der Grundsätze aus Industrie 4.0 wird eine Verknüpfung dieser unterschiedlichen Ebenen in horizontaler und vertikaler Richtung vorgenommen. Diese Vernetzungen nutzen erzeugte Daten der verschiedenen Einzelmodule und verknüpfen diese wiederum mittels unterschiedlicher Algorithmen und Modelle. In Betracht kommt unter anderem MES-Software (manufacturing execution systems). Hierbei spielen beispielsweise Systeme zur Ermittlung und Festlegung von Wartungsarbeiten oder zur Prozessoptimierung eine Rolle. Zur Umsetzung in die Praxis muss für Optimierungen eine Entscheidung darüber getroffen werden, welche Größen einer Produktion betrachtet werden sollen.
Als drittes Thema ging der Vortragende auf die E-Mobilität ein, bei dem auf Daten von Marktbeobachtungsunternehmen zurückgegriffen wird. Demzufolge ist derzeit China der Markt, der die Zukunft der E-Moblität maßgeblich beeinflussen wird. Als Forschungsschwerpunkte stehen hier vor allem die Speichertechnologie, Energieübertragung sowie der Leichtbau im Vordergrund, wobei Dr. Meyer zufolge natürlich alle drei Punkte direkten Einfluss auf die Reichweite von zukünftigen Fahrzeugkonzepten besitzen. Die Oberflächentechnik hat hier beispielsweise noch bessere Lösungen für Kontaktoberflächen zu liefern, ebenso korrosionsbeständige Oberflächen bei Leichtbaumaterialien. Als aktuelles Beispiel können Anodisationsschichten auf siliziumhaltigen Aluminiumlegierungen genannt werden, bei denen Silizium zu Farbänderungen der Oxidschichten führt. Ein weiteres Beispiel für Herausforderungen an die Oberfläche auf dem Gebiet der E-Mobilität sind Bremsschichten, bestehend aus Nickel (aus Sulfamat) mit Topcoats auf Basis von WC-Co.
Die Weiterentwicklung der Oberflächentechnik wird zum Beispiel im Rahmen des geförderten InnoEMat (Innovative Elektrochemie mit neuen Materialien) betrieben. Hier sind insgesamt 17 unterschiedliche Einzelprojekte zusammengefasst, beispielsweise zum Einsatz von Zinkschichten für umzuformende Bauteile, der Wasserstoffversprödung von Nieten oder der Abscheidung von ternären Zinklegierungen mittels Pulse-Plating.
Wirkung der EU-Chemikalienpolitik
Als stellvertretender Ressortleiter im ZVO gab Dr. Joachim Heermann einen Einblick in die tatsächliche Wirkung der Chemikalienpolitik. Dabei wies er einführend darauf hin, dass inzwischen bei allen beteiligten Parteien die Erkenntnis vorliegt, dass die Umsetzung der Chemikalienpolitik mit einem erheblichen Aufwand verbunden ist. Die Anwendung des Chemikalienrechts gestaltet sich unter anderem deshalb so schwierig, weil vier Bereiche an Vorschriften zu berücksichtigen sind: internationales, europäisches, nationales und Landesrecht mit zum Teil unterschiedlichen Texten.
Bei der Betrachtung des Vortragenden standen drei Themen im Vordergrund: die vorgesehenen Ziele, die verursachten Ziele und die erzeugten Wirkungen durch REACh. Die Beurteilung der REACh-Verordnung wird je nach Gruppierung deutlich unterschiedlich getroffen. So sehen die NGOs eine zu geringe Zahl an Stoffen erfasst, die Industrie bemängelt die Erfassung der falschen Substanzen. Beide Gruppierungen kritisieren dagegen Punkte wie langwierig, innovationsfeindlich, schwache Umsetzung oder auch eine zu hohe Komplexität der Umsetzung. Ein wichtiger Punkt der Industriekritik richtet sich beispielsweise darauf, dass viele Stoffe in REACh bereits durch die bestehenden Gesetze der Arbeitssicherheit reguliert werden. Zudem ist es sehr nachteilig für die Industrie, dass die Umsetzung in den einzelnen Staaten deutlich unterschiedlich ausfällt.
Inzwischen liegt auch ein Fünf-Jahres-Bericht der EU vor, in der die Zielerreichung von REACh dargelegt wird. Die Kriterien der EU richten sich beispielsweise auf die erzielte Effektivität und Effizienz, die Relevanz, den erreichten Nutzen oder die Umsetzbarkeit der Regelungen in den einzelnen Nationalstaaten. Im Detail ist die EU der Meinung, dass die Schutz der Bürger durch REACh erzielt wird und die Verordnung damit wirksam ist. Des weiteren wird bestätigt, dass die Verordnung wirksam mit Blickpunkt auf die Ziele ist. Die betroffenen Industriebereiche stimmen diesem Ergebnis nur bedingt zu, da beispielsweise ein großer Teil der Regelungen nicht die Bürger, sondern die Arbeitskräfte betrifft, und diese wurden bereits mit den bestehenden Gesetzen der Arbeitssicherheit geschützt. Bei genauerer Betrachtung ist zudem festzustellen, dass die Wettbewerbsfähigkeit im globalen Maßstab eher verloren als gewonnen hat. Zudem hat die Bindung von Fachkräften in der Industrie zur Ableistung von bürokratischen Tätigkeiten dazu geführt, dass erforderliche Entwicklungsarbeiten zurückgestellt werden müssen. Außerdem wurden durch REACh Investitionshemmnisse aufgebaut oder eine abträgliche Marktkonzentration erreicht.
Hartchrom für korrosions- und verschleißfeste Schichten
Dr. Nikolay Podgaynyy befasst sich mit den Herausforderungen und Lösungen für Alternativen zu Hartchrom als Korrosions- und Verschleißschutz. Diese Aufgabenstellung ist für die Schaeffler AG besonders deshalb wichtig, weil nahezu alle Produkte hohen Oberflächenbelastungen durch chemische und mechanische Kräfte unterworfen sind - mehr als 50 Prozent des Unternehmensumsatzes wird mit Gleitlagern erzielt, bei denen die Reib-Korrosionsbelastung das entscheidende Kriterium für die Lebensdauer ist.
Als mögliche Alternativwerkstoffe für Hartchromschichten stehen Nickel-Phosphor-Schichten im Vordergrund. NiP-Dispersionsschichten mit Wärmebehandlung erzielen Härten bis 1200 HV, wobei der Anteil an Dispersionsschichten eher geringer sein sollte. Ein weiterer Ansatz ist die Anwendung von Multilayer aus galvanischen und PVD-Schichten, wobei wiederum eine Nickel-Phosphor-Schicht verwendet wird, also eher dickere Schichten in Betracht kommen. Für die Forderung nach dünnen Schichten bietet sich die DLC-Technologie an.
Den Ausführungen zufolge ist es unter bestimmten Bedingungen möglich, Hartchrom durch bestehende Schichten zu ersetzen. Ziel ist die Findung eines passenden Kosten-Nutzen-Verhältnisses.
Chrom(III)abscheidung
Auslöser für die Entwicklung von Chrom(III)elektrolyten ist die Reduzierung von kritischen Emissionen, wie sie beispielsweise durch REACh angeregt wird. Um aber ein geeignetes Verfahren entwickeln zu können, müssen nach den Ausführungen von Dr. Anke Walter die Parameter rund um die Chromschicht – vom Grundmaterial bis zu unterschiedlichen Einsatzanforderungen – zusammengestellt werden. Darüber hinaus hat es sich in der Vergangenheit gezeigt, dass die Skalierung von Laborbedingungen zu Produktionsbedingungen in die Verfahrensentwicklung mit einbezogen werden muss.
Zu den wichtigen Parametern von Hartchrom gehört die Rissigkeit der Schicht. Zur Erzielung der notwendigen hohen Korrosionsbeständigkeit müssen deshalb dicke Schichten abgeschieden werden. Chrom(III)verfahren weisen Makrorisse auf und erfordern deshalb eine Unterbeschichtung, beispielsweise aus Nickel. Ein weiteres Charakteristikum ist die Härte der Chrom(III)schicht. Durch eine Wärmebehandlung bei etwa 200 °C steigt die Härte von unter 800 HV auf etwa 1200 HV. Bezüglich des Abriebs liegen Chrom(VI)- und Chrom(III)schichten im vergleichbaren Bereich, wobei die Abriebbeständigkeit als Systemeigenschaft nur schwer übertragbar ist auf unterschiedliche Einsatzbedingungen. Ein Einsatz von Chromverfahren erfordert schließlich auch die Fähigkeit, die Schicht schleifen zu können.
In Bezug auf die Nutzung eines Elektrolyten besteht für Chrom(VI)-Alternativen die große Herausforderung, dass Chrom(VI)verfahren zu den einfachsten und kostengünstigsten Galvanikverfahren zählen. Chrom(III)elektrolyten schneiden beim Vergleich stets schlechter ab, da sie komplexer aufgebaut sind und eine höhere Wartung erforderlich machen. Was die Nutzungsdauer betrifft, liegen Erfahrungen über einen Zeitraum von 24 Monaten vor, allerdings bei eher geringer Literbelastung. Die Streuung von Chrom(VI)- und Chrom(III)elektrolyten ist in etwa vergleichbar, während die Leitfähigkeit von Chrom(III)elektrolyten schlechter ist, als die von Chrom(VI) und damit eine höhere elektrische Spannung benötigt wird. Schließlich ist darauf hinzuweisen, dass für die Abscheidung aus Chrom(III)elektrolyten die Teile gründlich entfettet und aktiviert werden müssen und zudem eine Nickelzwischenschicht erforderlich ist.
Entwicklung und Fertigung von Batteriezellen
Dr. Holger Althues betonte einführend, dass der Bedarf an Batterien mit hoher Energiedichte, wie sie für Fahrzeuge benötigt werden, stark steigt und dieser Trend in nächster Zukunft auch weiter erhalten bleibt. Zielgrößen für die Energiedichte sind Werte von 400 Wh/kg bis 800 Wh/kg. Die Elektroden für die Lithiumionenakkus bestehen aus Aluminium (Kathode) beziehungsweise mit Kohlenstoff beschichtete Kupferfolie (Anode). Die eigentlichen Elektrodenwirkstoffe befinden sich auf der Oberfläche dieser Elektroden und sind porös. Die Schichten werden mittels Rakelverfahren aufgebracht und durch Trocknen verfestigt. Für das Auftragen der Elektrodenmaterialien werden organische Lösemittel eingesetzt, deren Ersatz angestrebt wird - aus Gründen des Umweltschutzes und aus Kostengründen. Auf der Kathodenoberfläche besteht das wirksame Material aus einer Mischung aus Lithium, Kobalt, Nickel und Mangan, auf der Anodenseite ist es in Graphit eingelagertes Lithium.
Als alternativer Werkstoff für die Anoden kommt Silizium in Betracht, das Kohlenstoff zugesetzt wird und sehr viel Lithium aufnehmen kann. Die damit erzeugte Mischung hat eine höhere Energiedichte bei geringerer Dicke. Zudem ist die Elektrodenoberfläche auch für andere Systeme wie Lithium-Schwefel oder Lithium-Luft geeignet. Eine der Herausforderungen ist die Begrenzung der Volumenexpansion durch die Aufnahme von Lithium, welche die Elektrode infolge von inneren Spannungen zerstören kann. Vorteilhaft ist unter anderem die Erzeugung einer mikroskopischen dendritischen Oberflächenschicht mittels galvanotechnischer Verfahren.
Ein weiterer Ansatz geht von einem Festelektrolyt und einer Schicht aus Lithiummetall aus. Dadurch sollte die Sicherheit der Akkus erhöht werden. Die Herausforderung ist hierbei die Bildung von Dendriten im Zuge der Lade-Entlade-Zyklen zu vermeiden. Des Weiteren wird an verbesserten Elektrolyten gearbeitet, um beispielsweise die Bildung von störenden Polysulfiden zu begrenzen.
Ein derzeit laufendes Entwicklungsprojekt befasst sich mit der Herstellung von Lithiumfolien. Dazu werden entsprechende Folien mit geringen Breiten und Längen vor allem durch PVD-Verfahren hergestellt. Wünschenswert währen hier galvanische Verfahren unter Einsatz organischer Elektrolyten. Des weiteren müssen die Kosten für die Herstellung von derzeit etwa 150 Euro/kWh auf etwa 100 Euro/kWh gesenkt werden.
Kontaktoberfläche für Steckverbinder
Neben den Akkus als wichtiges Element ist die E-Mobilität auf einen hohe Zahl an unterschiedlichen Kontakten und Steckverbindern für stark unterschiedliche Ströme angewiesen, wie Dr. Helge Schmidt einführend betonte. Kerngröße für solche Kontakte ist der Übergangswiderstand, der bei Silber, Gold und Zinn die notwendigen Werte aufweist. Zwar bildet sich auf Zinn unter Luft eine Oxidschicht, die aber aufgrund des plastischen Verhaltens von Zinn leicht durchschlagen beziehungsweise bei mechanischer Belastung zerstört wird.
Hartgold besitzt aufgrund der guten Korrosionsbeständigkeit einen verbreiteten Einsatz. Die Oberflächen werden hier vorwiegend im elastischen Bereich belastet, wodurch durchaus 100 Steckzyklen ohne Schädigung möglich sind. Bei Silber sind dies noch etwa 20 Steckzyklen. Zinn dagegen unterleidet schnell einer Schädigung. Aufgebracht wird Zinn durch Feuerverzinnen, während Gold und Silber mittels galvanischer Verfahren abgeschieden werden, wobei Gold in der Regel mit einer Unterschicht aus Nickel oder Palladium-Nickel eingesetzt wird.
Die verwendeten Hartgoldschichten besitzen eine gute Reibbeständigkeit, die vor allem auf die vorhandenen Poren in der Schicht beziehungsweise eingebetteten Abbauprodukte zurückgeführt wird. Diese wirken im Gebrauch als Schmierung. Die Silberschichten dagegen sind porenfrei und weniger reibbeständig. Palladiumhaltige Schichten zeigen im Gebrauch Rissbildung aufgrund von austretendem Wasserstoff. Dadurch kann die Schicht abblättern und Korrosion auslösen.
Silber unterliegt an Atmosphäre einer Silbersulfidbildung. Diese Schicht ist weich und lässt sich von der Oberfläche im Gebrauch abschieben; das Silbersulfid wirkt als Schmiermittel. Allerdings zeigt Silber die Neigung zum Kaltverschweißen.
Zinn neigt zu Fretting-Korrosion, weshalb beim Einsatz im Automobil der Kontakt Verbindungsstörungen verursachen kann.
Bei höheren Temperaturen treten bei Kontaktoberflächen Veränderungen des Gefüges bis zur Bildung von Whisker auf. Bei Gold sind keine nennenswerten Verschlechterungen festzustellen, während Palladium-Nickel oder Gold-Kobalt im Einsatz im Laufe der Zeit ihre vorteilhaften Eigenschaften einbüßen.
Galvanotechnische Verfahren für Batterien
Prof. Dr. Timo Sörgel befasst sich mit seiner Arbeitsgruppe an der Hochschule Aalen mit den unterschiedlichen Möglichkeiten von galvano- und oberflächentechnischen Verfahren zur Herstellung von Elektroden für Akkumulatoren. Da die Elektroden von Akkus eine möglichst hohe Oberfläche aufweisen sollten, um eine hohe Ladungszahl zu binden, entstand der Ansatz, beispielsweise Schäume oder Dispersionsschichten zu verwenden. Ein erster Schritt für den Einsatz der Dispersionsabscheidung war die Kombination von Schwefelpartikeln mit der galvanischen Kupferabscheidung, ein zweiter aktueller Schritt Nickel mit Schwefel. Schließlich bietet sich auch die Möglichkeit Aluminium einzusetzen, bei dem Schwefel in die Porenstruktur von Aluminiumoxidschichten eingebettet werden soll. Galvanotechnisch abgeschiedenes Kupfer ist hier vor allem auch deshalb interessant, weil in diesem Fall eine Kombination aus einer standardmäßig hergestellten Kupferschicht und einer porösen dickeren Decklage sowohl die Zuleitung als auch die hochporöse Wirkoberfläche bilden. Dabei kommen Technologien aus der klassischen Herstellung von Kupferfolie zum Einsatz. Der Folienherstellung kommt hier ein prinzipieller Effekt entgegen: Der erste, bis zu wenige Mikrometer dicke Bereich der Schicht ist partikelfrei. Damit liegt eine gute Trennung zwischen Folie und poröser Schicht vor.
Eine weitere Möglichkeit beruht auf der Verwendung von Schäumen, die mit den Schwefelpartikeln gefüllt werden können. Für Flow-Batterien wird mit Metallpartikeln gearbeitet, in die Schwefel als Energieträger eingebettet werden kann. Weiter wird unter Einsatz der Abscheidung aus aprotischen Elektrolyten und ionischen Flüssigkeiten daran gearbeitet, Lithium abzuscheiden und auch hierbei schaumartige Strukturen zu erzeugen.–wird fortgesetzt–

Beispiel für eine moderne Inline-Fertigung mittels oberflächentechnischer Verfahren (Bild: B. Heitkamp)

Fördermaßnahmen im Rahmen von InnoEMat (Bild: Daniel Meyer)

Anforderungspalette derzeitiger Chromschichten für den Einsatz in Lagern(Bild: Nikolay Podgaynyy)

Da Schichten aus Chrom(III)elektrolyten Makrorisse aufweisen, ist die Abscheidung einer Zwischenschicht aus Nickel zur Erzielung einer hohen Korrosionsbeständigkeit erforderlich(Bild: Anke Walter)

Trend zukünftiger Zelltypen für Akkus (Bild: H. Althues)

Galvanische Beschichtungen für Kontaktzonen im Vergleich (Bild: H. Schmidt)

Beispiele für Nickel-Schwefel-Komposit-
schichten für Elektroden in Lithium-Schwefel-
batterien (Quelle: T. Sörgel)
