
– in Zukunft auch als Hochgeschwindigkeitsbeschichtung
Zink-Nickel-Schichten von transparent über schwarz bis zur biegefähigen Zink-Nickel-Schicht werden für jede Anwendung höchsten Ansprüchen an den Korrosionsschutz gerecht - Oberflächentechnik von der Holzapfel Group
Rost ist ein vielfach gefürchtetes Phänomen, nicht nur in der Automobilindustrie. Galvanotechnisch erzeugte, metallische Überzüge wie die Legierungsschicht Zink-Nickel sorgen heute für hoch-korrosionsfeste Oberflächen. Sie werden eingesetzt, um Schäden zu vermeiden, die durch Korrosion (beispielsweise Rotrost bei Eisenwerkstoffen) an metallischen Bauteilen entstehen können. Die galvanischen Zink-Nickel-Schichten bieten auch im Mikrometerbereich aufgebracht alle Anforderungen eines verlässlichen Langzeitschutzes. Zink-Nickel-Schichtsysteme sind als Gestellware beziehungsweise Hängeware applizierbar, aber auch im Trommelbetrieb als Schüttgut für Massenware. Als Beschichtungswerkstoff beziehungsweise Grundwerkstoff oder Trägermaterial (Substrat) werden Eisenwerkstoffe genutzt, meist Stahl. Aber auch Guss- und Schmiedeteile sowie selbst Sinterbauteile können mit dem Verfahren beschichtet werden. Sinterbauteile werden in diesem Fall zuvor imprägniert, um die galvanische Beschichtung zu ermöglichen.
Entwicklung der Zink-Nickel-Legierungsschicht
Zink-Nickel-Beschichtungen kommen zum Einsatz, wenn die konventionelle galvanische Verzinkung durch hohe Temperaturbelastungen oder aggressive Umweltbedingungen an ihre Grenzen stößt. Die Entwicklung der Zink-Nickel-Schichten resultierte in den 1980er Jahren aus den steigenden Anforderungen insbesondere der Automobilindustrie.
Galvanisch beschichteter Kabelhalter für Fahrzeuge
Temperatur-, Streusalz- und Klimabelastungen erforderten zunehmend einen höheren Korrosionsschutz, dem die galvanische Beschichtung mit Zink nicht mehr gewachsen war. Die Automobilindustrie zielt heutzutage darauf ab, einen Langzeitschutz gegen Durchrostung zu gewährleisten. Dies gilt auch für Anbauteile, die in üblicher Weise mit galvanischen Schichten wie Zink-Nickel oder Lack (KTL) beziehungsweise Kombinationen daraus geschützt werden.
Auch die Verträglichkeit der Zink-Nickel-Schichten mit Aluminium war ein Grund für deren zunehmenden Einsatz. Mit der vermehrten Nutzung von Anbauteilen und Karosserieteilen aus Aluminium war eine Alternative zur Zinkbeschichtung nötig, denn Zink führt im direkten Kontakt mit Aluminium zu Lochkorrosion (Kontaktkorrosion mit Aluminium). Im Kontakt mit Stahlbauteilen mit Zink-Nickel-Schichten hingegen korrodiert Aluminium nicht. Diese Tatsache hat den Entwicklern zu neuen konstruktionstechnischen Freiheitsgraden im Materialmix verholfen, denn sie konnten beim verstärkt aufkommenden Trend zum Thema Leichtbau auch dort auf Aluminium setzen, wo es mit Stahlbauteilen in Verbindung tritt. Zink-Nickel-Schichten tragen somit mittelbar zu Leichtbau und Gewichtseinsparungen bei.
Neue Oberflächenkonzepte sind auch für Anbauteile moderner Verbrennungsmotoren gefragt. Mit einer Temperaturbeständigkeit von bis zu 180 °C bieten Zink-Nickel-Oberflächen im Motorraum neue Einsatzmöglichkeiten. Die Beschichtung garantiert Qualität und Langlebigkeit für stark beanspruchte Bauteile, wie zum Beispiel für Anwendungen im Bereich Fahrwerk, Brems- oder Schließsysteme, die in exponierter Lage zahlreichen Einflüssen ausgesetzt sind.
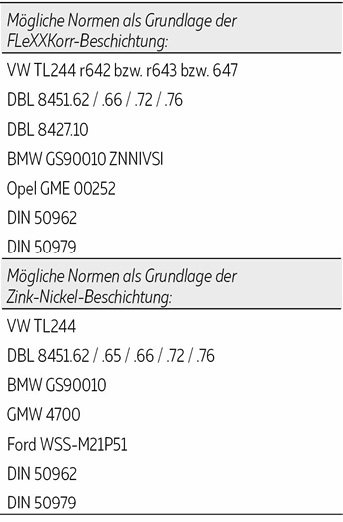
Die speziellen Anforderungen der Automobilindustrie an die Beschichtungen sind in Normen festgelegt, die beispielsweise den erforderlichen Korrosionsschutz angeben (Beispiel: 720 Stunden im Salzsprühtest ohne Bildung von Rotrost).
Zink-Nickel überzeugt als chrom(VI)freies Verfahren
Bei der Umstellung auf chrom(VI)freie Schichtsysteme ab 2003 hat sich die galvanische Zink-Nickel-Beschichtung (Zn-Ni) bewährt, da es bei der Abscheidung der Schicht nicht zu späteren Ausfällen im Feld kommt. Natürlich ist es dafür notwendig, hochwertiges technisches Equipment in der Prozessüberwachung, wie zum Beispiel auch X-Ray-Technik und AAS, einzusetzen, wodurch Beschichter die geforderte Beschichtungsqualität gewährleisten. Hiermit wird fertigungsbegleitend die Qualität durch Messungen mittels X-Ray sichergestellt, das sowohl Schichtdicke als auch Nickeleinbauraten zerstörungsfrei messen kann. In der Regel ist eine Rotrostbeständigkeit von über 720 Stunden bei einer Schichtdicke von mehr als 5 µm und einer Nickeleinbaurate von 12 % bis 16 % gewährleistet. So wird sichergestellt, dass nur Bauteile mit entsprechenden Schichtdicken und Einbauraten verbaut zum Einsatz kommen.
Grundprinzip der Zink-Nickel-Beschichtung
Zink-Nickel-Überzüge werden elektrolytisch abgeschieden. Unter Einsatz von Gleichstrom wird aus einer leitfähigen, Metallionen enthaltenden Lösung an einer Elektrode eine metallische Schicht abgeschieden. Die Bauteile, deren Beschichtung erwünscht ist, fungieren bei der metallischen Abscheidung als Kathode.
Vorteile der Zink-Nickel-Schichten
Die Zink-Nickel-Oberflächen bieten höchsten kathodischen Langzeitkorrosionsschutz (im Salzsprühtest 720 Stunden Schutz gegen Rotrost) und sind thermisch sehr gut belastbar (bis 180 °C). Für Stahlsubstrate sind Zink-Nickel-Beschichtungen das Mittel der Wahl, um Kontaktkorrosion in Verbindung mit Aluminium sicher zu vermeiden. Im Vergleich zu Zinkschichten entstehen außerdem keine voluminösen Korrosionsprodukte.
Standardmäßig werden Zink-Nickel-Schichten mit chrom(VI)freien Nachbehandlungen versehen, etwa mit Passivierungen als transparente oder schwarze Oberfläche. Auch Top Coats (Versiegelungen) sind in unterschiedlichen Ausführungen, zum Beispiel mit Gleitmittelzusätzen, möglich. Konservierungen von unbeschichteten Innenbereichen, wie beispielsweise an Rohrleitungen, aber auch Wärmebehandlungen (Tempern) zur Wasserstoffentsprödung bei hochfesten Bauteilen im Anschluss an den Beschichtungsprozess, werden ebenfalls eingesetzt.
Galvanisiergerechtes Konstruieren wesentlicher Faktor
Heute können Hersteller und Konstrukteure gemeinsam mit dem Beschichter bereits in der Konstruktionsphase Einfluss auf eine optimale spätere Beschichtung nehmen. Um die gleichmäßige Schichtverteilung und damit eine einheitliche Schutzfunktion zu gewährleisten, ist die galvanisiergerechte Konstruktion ein wichtiger Faktor. Intelligente Gestelltechnologie kann die Schichtverteilung bis zu einem gewissen Grad steuern. Zudem sorgt die optimale Belegung des Gestells für kostenoptimierte Beschichtungen. So können aufwendige und kostenintensive Beschichtungsmaßnahmen durch die frühzeitige enge Abstimmung und ein galvanisiergerechtes Konstruieren vermieden werden und für haltbare, funktionstüchtige Bauteile sorgen. Bezogen auf die Oberflächenbeschichtung und die daraus resultierenden Kosten kann auf diese Weise bis zu 50 % Kosteneinsparung erzielt werden.
Schichtvarianten und deren Eigenschaften
Verfügbar sind zahlreiche Varianten der Zink-Nickel-Beschichtung in unterschiedlichen Farben (transparent und schwarz) oder auch flexible Zink-Nickel-Schichten. Um den Korrosionsschutz bei schwarzen Schichten zu erhöhen, wird üblicherweise ein Top Coat (Versiegelung) zusätzlich aufgebracht.
Kobaltfreies Zink-Nickel transparent (bei Holzapfel unter der Produktbezeichnung Transkorr erhältlich) ist ein hochwertiges chrom(VI)freies Verfahren für transparenten Korrosionsschutz; es weist deutliche Vorteile gegenüber anderen Verfahren auf. So muss mit der transparenten Zink-Nickel-Oberfläche behandelte Gestellware nicht zusätzlich versiegelt werden. Das bringt zum einen Sicherheit, denn Tropfenbildung auf Dichtflächen wird vermieden und Passmaße werden sicher eingehalten. Zum anderen sinkt der Handlingaufwand. Auch anschließende Kombinationsbeschichtungen mit Lackierungen wie KTL oder Pulverbeschichtung sind mit der Zink-Nickel-Variante Transkorr problemlos möglich, da eine hohe Haftbeständigkeit gewährleistet ist. Das Verfahren ist schon heute frei von Kobalt und schützt somit Umwelt und Gesundheit. Neben einer außergewöhnlich hohen Korrosionsbeständigkeit (mindestens 480 h Weißrost beziehungsweise mindestens 720 h Rotrost) überzeugt Transkorr durch seine ausgezeichnete Korrosionsbeständigkeit unter Temperaturbelastung.

Das Verfahren FleXXKorr ermöglicht die Beschichtung von Teilen, die nach der Beschichtung gebogen werden
Die elektrolytisch abgeschiedene, biegefähige und duktile Zink-Nickel-Legierungsschicht – bei Holzapfel unter der Produktbezeichnung FleXXKorr geführt – weist Einbauraten von 12 % bis 15 % Nickel auf. Sie bietet bereits bei geringen Schichtstärken von 6 µm bis 10 µm einen hohen Korrosionsschutz. Ein spezieller Elektrolyt in Verbindung mit eng definierten Parametern für die Elektrolytführung verändert bei diesem Zink-Nickel-Verfahren gezielt Kristallstruktur, Korngröße und Streckgrenzung der Abscheidung. So entsteht eine duktile, umformbare beziehungsweise verformbare und biegefähige Zink-Nickel-Oberfläche.
Als Besonderheiten nach der Beschichtung mit Zn-Ni FleXXKorr ist zu nennen, dass Rohrleitungen, Blechteile (bspw. Spindelrohre, Magnetgehäuse) und andere Bauteile auch nach der Beschichtung mit biegefähigem Zink-Nickel gebogen, umgeformt oder gebördelt werden können. Eine zusätzliche Versiegelung ist nicht erforderlich. Auch nach dem Beschichtungs- und Umformprozess ist der Korrosionsschutz vollumfänglich gegeben (im Salzsprühtest 720 h ohne Rotrost) und erfüllt damit die gängigen Automobilnormen.
Bei Bauteilen, die mit konventionellen, transparent passivierten Zink-Nickel-Verfahren beschichtet werden, kann bei der Verformung die Beschichtung aufreißen und abplatzen, wodurch sich die Korrosionsbeständigkeit verringert. Daher werden die Teile häufig vorgeformt und erst dann beschichtet.
Wird biegefähiges Zink-Nickel verwendet, können Rohrleitungen und ähnliche Produkte im geraden oder gestreckten, also beispielsweise im Ursprungszustand, beschichtet und anschließend umgeformt werden. Dieses Vorgehen verringert den Handlingprozess und -aufwand, denn gerade Rohre sind einfacher zu lagern, zu handhaben und zu transportieren als gebogene. Gebogene Rohre müssen während des Beschichtungsprozesses zudem mit Stopfen verschlossen werden, um das Eindringen von Flüssigkeit zu vermeiden. Eindringende Flüssigkeit könnte Innenkorrosion verursachen, also die Korrosion im Inneren der Rohrleitung. Außerdem können die Gestellanlagen (Warenträger) der Beschichtungsanlagen mit geraden Rohren effizienter belegt werden, so dass in einem Arbeitsgang höhere Stückzahlen beschichtet werden können.
Ein weiterer Vorteil des Verfahrens ist, dass Tropfenbildung, zum Beispiel auf Dichtflächen, und Ansammlungen von Versiegelungen an kritischen Stellen wie Gewinden, Passmaßen, Ein- oder Auslässen, nicht mehr auftreten.
Anwendung biegefähiger Zink-Nickel-Schichten
Biegefähige Zink-Nickel-Schichten sind eine Lösung für alle industriellen Bereiche, in denen gebogene oder gebördelte und mit Zink-Nickel beschichtete Bauteile eingesetzt werden. Vor allem in der Automobilindustrie (Automotive & Zulieferer) finden diese Schichten weitreichenden Einsatz, etwa für Rohr- und Hydraulikleitungen sowie für gestanzte oder gebördelte Blechteile. In der Hydraulikbranche (z. B. Öl- oder Kraftstoffleitungen) und im Maschinen- und Anlagenbau wird das Verfahren ebenfalls angewendet. Das Zink-Nickel-Verfahren FleXXKorr für biegefähige Schichten wurde von der Holzapfel Group gemeinsam mit einem Verfahrenslieferanten und in enger Zusammenarbeit mit einem Kunden entwickelt und ist ein Beispiel für eine gelungene Entwicklungspartnerschaft.
Kombinationsschichten mit Zink-Nickel
Wenn die Eigenschaften der Zink-Nickel-Beschichtung nicht alle Anforderungen abdecken, die an das Bauteil gestellt werden, können gut aufgestellte Beschichtungsunternehmen durch Schichtkombinationen wie Zink-Nickel plus KTL oder Zink-Nickel plus Pulverbeschichtung zusätzliche funktionelle oder optische Anforderungen abdecken. Zink-Nickel in Kombination mit der kathaphoretischen Tauchlackierung KTL wird etwa in der Automobilindustrie häufig eingesetzt. Die Schichtkombination sorgt mit der widerstandsfähigen, abriebfesten Zink-Nickel-Schicht für Oberflächen mit einem hohen Korrosionsschutz und verhindert Unterrostung. KTL erzeugt eine ebenmäßige schwarze Oberfläche. Das Beschichtungssystem hält noch höheren Belastungen stand als die Einzelsysteme und wird beispielsweise eingesetzt für Bauteile für Panoramadächer oder Cabriolets.
Peripherie für Zusatzleistungen gegeben
Große Anlagenkapazität, Flexibilität und hohe Qualitätsstandards sind Voraussetzungen, um optimale Beschichtungen zu bieten. Die Leistungen des Beschichters hören jedoch nicht bei der reinen Oberflächenbehandlung auf: Von Montage über Baugruppenmanagement und Projektmanagement bis zu den Standarddienstleistungen Verpackung und Logistik erhöhen zusätzliche Leistungen die Wertschöpfung und bieten mehr Planungs- und Prozesssicherheit.

Moderne Galvanikanlage zur hochqualitativen Beschichtung von hohen Stückzahlen beziehungsweise Losgrößen

Die Behängung pro Gestell ist bei nicht gebogen Teilen deutlich höher
Spezialisten in der Oberflächentechnik bieten zudem die Entwicklung neuer, bedarfsgerechter Oberflächenlösungen an sowie das gemeinsame, galvanisiergerechte Anpassen der Konstruktionen, um Kosteneinsparungen bei der Beschichtung zu erzielen. Auch das Projektmanagement spielt hier eine wichtige Rolle. Der richtige Beschichtungspartner kann Projekte mit Blick auf die Oberfläche einschätzen und die Umsetzung vom Muster über den Prototypen bis hin zur Serie aktiv begleiten und die Bauteile beschichtungstechnisch zur Serienreife bringen.
Hohe Anforderungen erfordern stets neue Lösungen
Die Geschäftsabläufe in der Beschichtungsbranche sind eng getaktet; Lieferzeiten von zum Teil nur 24 Stunden sind keine Seltenheit. Artikel, die bei der Holzapfel Group zum Beschichten eintreffen, sind teilweise erst wenige Stunden vorher angekündigt worden. Bei dem damit verbundenen Zeitdruck und der notwendigen Flexibilität gilt es gleichzeitig, effizient zu fertigen.
Denn auch das Bestreben, die Kosten zu senken, ist in schwierigen Zeiten wie den heutigen verständlicherweise groß. Allerdings gehen Kostenreduktionen häufig zu Lasten der Qualität. Gerade in der Oberflächenbeschichtung ist Qualität aber unerlässlich. Denn nur qualitativ hochwertig beschichtete Teile sorgen in der weiteren Prozesskette für reibungslose Fertigungsabläufe. Die erwartete Qualitätsleistung ist sicher in allen Industriebranchen gleich, aber jede Branche hat ihre spezifischen Merkmale und Ansprüche in der Zulieferkette. Die Besonderheit im Automotive-Bereich liegt etwa in der Dynamik dieses Marktes. Hier sind zum Beispiel kurze Entwicklungszeiten an der Tagesordnung. Damit sind entsprechend hohe Flexibilitätsanforderungen an die Zulieferer verbunden, also auch an den Beschichtungsspezialisten. Aus diesem Umstand resultieren hohe Anforderungen, für die immer neue Lösungen gefragt sind.
Die Zukunft der Beschichtungstechnologie
Eine dieser neuen Lösungen ist das so genannte High Speed Plating (Fast Plating), also die Hochgeschwindigkeitsbeschichtung. Im Gegensatz zum konventionellen galvanischen Verfahren kommen hier verhältnismäßig kleine, geschlossene Kammern oder Zellen zum Einsatz, in denen die Beschichtung vorgenommen wird. Durch dieses Design können deutlich höhere Stromdichten als in der konventionellen Beschichtung realisiert werden, was zu deutlich kürzeren Beschichtungszeiten führt. Eine solch hohe Stromdichte würde im konventionellen, offenen Galvanikbehälter zu Beschichtungsproblemen führen. Beim High Speed Plating hingegen sorgt die Einhaltung der artikelspezifischen Beschichtungsparameter für eine verlässlich reproduzierbare, immer gleiche und äußerst hochwertige Beschichtungsqualität.
Für diese Beschichtungstechnik werden artikelspezifische, auf das Bauteil angepasste Anoden hergestellt. Das sorgt für eine sehr gleichmäßige und reproduzierbare Schichtdickenverteilung und damit ebenfalls für eine hohe Beschichtungsqualität. Die Schichtdicke kann gezielt gesteuert werden, so dass beispielsweise Vorder- und Rückseite eines Bauteils mit unterschiedlichen Schichtdicken beschichtet werden können. Auch selektive Beschichtungen sind ohne großen Aufwand umsetzbar. Diese Vorteile führen dazu, dass selbst komplexe, designaufwendige und mit unterschiedlichen Funktionen versehene Bauteile in wenigen Sekunden beschichtbar sind. Enge Toleranzen sind mit dieser Zukunftstechnologie wiederholgenau und prozesssicher darstellbar.
- www.holzapfel-group.com
Hinweis
Weitere Informationen zum Thema Imprägnieren und Beschichten von Sinterwerkstoffen bietet der Artikel Nur völlig imprägnierte Sinterteile lassen sich fehlerfrei galvanisieren. Mehr Details zu den Vorteilen und dem Einsparungspotential des galvanisiergerechten Konstruierens bietet das Whitepaper zum Thema Cost Engineering. Beide sind über die Website der Holzapfel-Group verfügbar.
