Die Lasertechnologie bietet eine sehr breite Palette an unterschiedlichen Strahlungsquellen mit gut einstellbaren Laserleistungen. Dadurch ist es möglich, gut regelbare Energiemengen einfach und schnell auf einer Oberfläche bereitzustellen. Dadurch lassen sich beispielsweise Werkstoffe durch die Bereitstellung von metallischen Pulvern beschichten, sowohl großflächig als auch in begrenzten Oberflächenbereichen. Des Weiteren eignet sich die Lasertechnik unter Einsatz geeigneter Geräte zum Oberflächenhärten, Entfernen von Beschichtungen oder Oberflächenverunreinigungen sowie zur Strukturierung in unterschiedlichen Dimensionen. In allen Fällen zeichnet sich die Technologie dadurch aus, dass das Kernmaterial eines Bauteils keiner nennenswerten Belastung unterliegt.
1 Einleitung
Vor 60 Jahren wurde erstmals ein Laserstrahl erzeugt. Seitdem entwickelte sich Licht als wertvolles Werkzeug für Industrie und Forschung und ist aus der Welt der industriellen Materialbearbeitung nicht mehr wegzudenken. Die Trends zu mehr Produktvarianten, Sondereditionen, flexiblen Kleinaufträgen und Personalisierungen haben fast alle Branchen erfasst. Bei mechanischen Werkzeugen schnellen daher die Kosten nach oben; Umrüstzeiten sind lang – oft sogar länger als der eigentliche Produktionsprozess. Laser hingegen brauchen weder Werkzeuge noch Umrüstzeiten, maximal eine Programmieränderung. Ein anderer großer Vorteil der Lasertechnik gegenüber herkömmlichem Werkzeug liegt in der nicht vorhandenen Abnutzung, denn Licht hat keinerlei Verschleißerscheinungen, da es berührungslos arbeitet.
Schon seit einiger Zeit werden mechanische Bearbeitungsschritte, wie zum Beispiel Stanzen oder Fräsen, und thermische Bearbeitungsschritte, wie das Punktschweißen, eliminiert. Stattdessen werden das Laserschneiden und Laserschweißen eingesetzt. Aber auch bei den Oberflächenverfahren, wie beispielsweise Reinigen, Ablation/Entlacken, Strukturieren, Wärmebehandeln sowie dem Beschichten kommt der Laser immer mehr als Werkzeug zum Einsatz.
2 Beschichten
Das Beschichten mittels Laser kann durch das konventionelle Laserauftragschweißen (kurz LMD) sowie das Hochgeschwindigkeitslaserauftragschweißen (kurz HS-LMD) erfolgen (detaillierte Beschreibung des Unterschieds zwischen LMD und HS-LMD in [1]). Die Vorteile dieser beiden Verfahren gegenüber konventionellen Beschichtungsverfahren sind zum Beispiel die metallurgische Verbindung zwischen der aufgetragenen Schicht und dem Substrat, die definierte und gut kontrollierbare Energieeinbringung und die reduzierte Wärmeeinflusszone. Die beiden Verfahren können zur Reparatur und Funktionalisierung von Oberflächen eingesetzt werden.
Beim Laserauftragschweißen wird Pulvermaterial kontinuierlich und koaxial durch eine Pulverzufuhrdüse in einen Laserstrahl eingebracht. Durch die Bewegung des Laserstrahls und der Düse relativ zum Oberflächenmaterial des Substrats können einzelne Schweißbahnen aufgetragen werden. Die Spuren können beispielsweise zum Oberflächenschutz großflächig an Bauteilen aufgebracht oder zu Reparaturzwecken lokal aufgetragen werden.
Die Schichtsysteme können großflächig oder nur lokal auftraggeschweißt werden. Je nach Spotgröße, Laserleistung und Bahngeschwindigkeit sind Aufbauraten von bis zu 100 cm2 pro Minute für LMD und 1000 cm2 pro Minute beim HS-LMD realisierbar.
In Abhängigkeit von den erforderlichen Eigenschaften der aufgetragenen Volumina können unterschiedliche Zusatzwerkstoffe eingesetzt werden. Als Korrosionsschutzwerkstoffe für die Technik des Laserauftragschweißens dienen hauptsächlich FeNiCr-Basislegierungen, NiCr-Basislegierungen und
Kobaltbasislegierungen. Zum Verschleißschutz werden Schichtsysteme aus martensitischen Stählen, karbidhaltigen Zusatzwerkstoffen, Nickel- und Kobaltbasislegierungen eingesetzt. Bei der Instandsetzung von Flugzeugtriebwerkskomponenten spielen Nickel- und Titanbasislegierungen eine wichtige Rolle. Ein großer Vorteil ist, dass beim LMD in Bezug auf Härte und Zugeigenschaften die Werte des Referenzmaterials übertroffen werden können, aufgrund der großen Abkühlraten, was bei Werkstoffen zu einer sehr feinen Mikrostruktur führen kann. Beispiele von Beschichtungen zeigen Abbildung 1 und 2.

Abb. 1: Werkzeugform mit konturnahen Kühlkanälen aufgebaut aus Blechschichten (Multi-Layer-Technologie), beschichtet mittels LMD, anschließendes 3D-Endkonturfräsen (Quelle: Trumpf)

Abb. 2: Drei Fertigungsstadien für das LMD von Schneidscheiben eines Maishäcklers; vor der Beschichtung (unten), beschichtetes Bauteil mit einer Hartstoffschicht (Mitte) sowie fertig bearbeitetes Bauteil (oben) (Quelle: Trumpf)
3 Wärmebehandeln
Die Laserwärmebehandlung ist ein idealer Anwendungsfall für die lokale Eigenschaftsänderung von komplexen Bauteilen. Denn durch die gezielte und lokal begrenzte Wärmeeinbringung verzieht sich das Bauteil bei der Bearbeitung im Prinzip nicht. Mit dem berührungslosen und vor allem flexiblen Laserverfahren können selbst Anwendungen erschlossen werden, die mit konventionellen Wärmebehandlungsverfahren wie dem Induktions- oder Flammhärten nicht realisierbar wären. Durch die integrierte Temperaturreglung bei der Lasertechnologie können der Prozess und der Wärmeeintrag exakt gesteuert werden. Dadurch können beispielsweise geometrisch komplexe und filigrane Bauteile wärmebehandelt werden. Es lassen sich somit Bauteile lokal härten, um mechanisch und chemisch stark beanspruchte Oberflächen zu verbessern.
Beim Laserhärten wird die Randschicht eines kohlenstoffhaltigen Werkstücks aus Stahl bis knapp unter der Schmelztemperatur erwärmt. Der Laserstrahl bewegt sich über die Oberfläche, die sich dabei in Vorschubrichtung kontinuierlich erwärmt (Abb. 3). Nach der Bestrahlung kühlt das umgebende Material die heiße Schicht ab (Selbstabschreckung). Bei der dadurch auftretenden schnellen Abkühlung bildet sich Martensit und dieses führt zu einer Härtesteigerung (Abb. 4 und 5). Typische Randhärtetiefen reichen bis 1 mm; es können aber auch größere erreicht werden.

Abb. 3: Prinzipskizze des Laserhärtens (Quelle: Trumpf)

Abb. 4: Randschichthärten einer Nockenwelle (Quelle: Trumpf)

Abb. 5: Randschichthärten von Biegewerkzeugen und Querschliff des unteren Biegewerkzeugs (Quelle Trumpf)
Aber nicht nur das Härten, auch das Enthärten (Entfestigen) kann mit dem gleichen Laserequipment durchgeführt werden. Als Mechanismus der Wärmebehandlung kann eine Austenitisierung in Verbindung mit einer langsamen Abkühlung, ein Anlassen oder ein Rekristallisieren vorgenommen werden, je nach Werkstoff. Es gibt Bauteile, die als Anforderungen lokale höhere Duktilität beziehungsweise geringere Festigkeiten besitzen. So lassen sich zum Beispiel bei hochfesten Stählen festgelegte Verformungszonen zur Energieaufnahme erzeugen oder die Umformbarkeit von kaltverfestigten Stählen verbessern.
4 Reinigen und Ablation
Saubere, homogene Oberflächen sind eine Voraussetzung für die erfolgreiche Nachbearbeitung von Bauteilen, wie zum Beispiel Schweißen, Kleben oder Beschichten. Doch oft sind Bauteile verunreinigt, oxidiert oder mit Schutzschichten oder Lacken versehen. Hier bieten Laser, vor allem Kurzpulslaser, die Lösung für definierte Oberflächenreinigung.
Die hohe Spitzenintensität eines kurz gepulsten Lasers ist erforderlich, um die Abtragschwelle der unerwünschten Verunreinigung oder Deckschichten zu erreichen. Sie befreien die Bauteile von Schmutz-, Oxidations- und Funktions- oder Lackschichten. Und zwar nur dort, wo dies lokal benötigt wird. Pulse mit hohen Pulsspitzenleistungen verdampfen die dünnen Schichten, ohne das Bauteil zu beeinflussen. Die Taktzeiten sind sehr kurz – ein Tellerrad (Abb. 6) reinigt der Laser (TruMark 5070) in 10 s beziehungsweise mit 10 cm2 Flächenabtrag pro Sekunde; beim Nanosekundenlaser (TruMicro 7000) sind es sogar bis zu 80 cm2 pro Sekunde bei gewissen Applikationen. Frisch freigelegt eignen sich die Oberflächen ideal zur Weiterbearbeitung wie beispielsweise zum Fügen. Der anschließende Fügeprozess läuft homogener, schneller und absolut reproduzierbar ab und die Schweißnaht ist porenarmer und weist eine bessere Festigkeit auf.

Abb. 6: Lasergereinigtes Differential-Tellerrad mit vorbereiteter Fügestelle (Quelle: Trumpf)

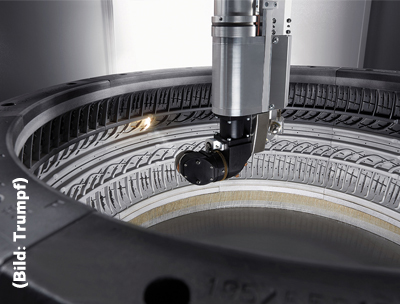
Abb. 7: Laserreinigung einer Reifengussform (Quelle: Trumpf)
5 Strukturieren
Leichtbau und Verbundwerkstoffe verlangen neue Fügetechniken. Immer häufiger wird geklebt oder mit formschlüssigen Verbindungen gearbeitet. Beispielsweise können Kunststoff-Metall-Verbunde ihre Haftung verbessern, indem eine Mikrostrukturierung der Metallkomponente eingebracht wird. Die Strukturierung der Metallkomponente erfolgt dabei mit der Zielstellung, eine hinterschnittige Topologie zu erzeugen. Der Kunststoff dringt während der Verarbeitung in hinterschnittige Bereiche der Metallkomponente ein und verbindet sich mit dieser über einen Mikro-Formschluss. Solche Strukturen können mittels Laser eingebracht werden (Abb. 8). Bei langen Laserpulsen mit großen Schmelzaufkommen und großen Intensitäten kann sich ein Teil der zähflüssigen Phase in Form von Tropfen ablösen und aus der Wechselwirkungszone geschleudert werden. Die Pulsdauern liegen dabei im Bereich von einigen Nanosekunden bis zu wenigen Millisekunden.

Abb. 8: Laserstrukturierte Metalloberfläche (Quelle: Trumpf)
Literatur
