
Korrosionsbeständige austenitische und Duplex-Stähle finden aufgrund ihres hohen Korrosionswiderstandes in einer Vielzahl von Industriezweigen Anwendung. Die vergleichsweise schlechten tribologischen Eigenschaften und geringen Härten limitieren jedoch die Anwendungsmöglichkeiten. Eine Möglichkeit, diese Einschränkungen zu umgehen, bietet das S3P Niedertemperatur-Randschichthärten Kolsterisieren®. Die Prozesstemperaturen liegen unterhalb 500 °C und damit unter dem Sensibilisierungsbereich der korrosionsbeständigen Stähle, wodurch die Korrosionsbeständigkeit des Ausgangsmaterials erhalten bleibt. Die Anwendungen reichen von der Lebensmittel- und Getränkeindustrie über die Pharma- und Medizinindustrie bis hin zur Automobil- oder Chemieindustrie.
1 Niedertemperatur-Diffusionsverfahren
Bei konventionellen thermochemischen Behandlungen von korrosionsbeständigen Stählen, wie dem Salzbadnitrocarburieren oder Plasmanitrieren, kann die Verschleißbeständigkeit zwar in einem gewissen Maße verbessert werden, jedoch geht dies mit einem Verlust der Korrosionsbeständigkeit einher. Grund hierfür ist, dass Stickstoff und Kohlenstoff mit Chrom zu Nitriden beziehungsweise Karbiden reagieren. Beim Kolsterisieren® wird dies aufgrund der niedrigen Prozesstemperaturen (< 500 °C) verhindert und die Korrosionsbeständigkeit bleibt erhalten (Abb. 1).

Abb. 1: Beim Niedertemperatur-Diffusionsverfahren S3P Kolsterisieren® (links) bildet sich eine helle, ausscheidungsfreie und harte Diffusionszone aus; bei klassischen Wärmebehandlungsmethoden (rechts, hier: Nitrocarburieren) bildet sich ebenfalls eine harte Diffusionszone aus, jedoch mit verringerter Korrosionsbeständigkeit aufgrund von chemisch unbeständigen, dunklen Ausscheidungen (Bild: Bodycote)
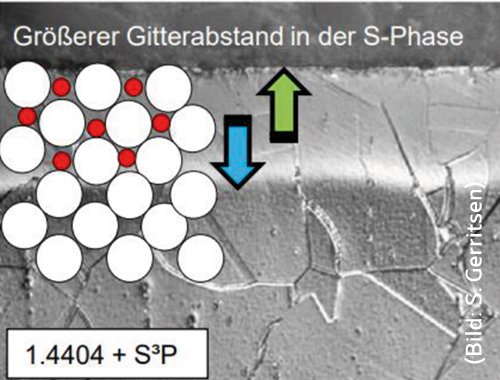
Das Prinzip von S3P beruht auf der interstitiellen Einlagerung von Kohlenstoff und/oder Stickstoff, meist in die Oktaederlücken des austenitischen Gefüges, wie schematisch in Abbildung 2 dargestellt ist. Das dadurch verspannte Gitter, auch expandierter Austenite oder S-Phase genannt, weist hohe Druckeigenspannungen auf, die zu einem enormen Anstieg der Oberflächenhärte führen. Je nach S3P Verfahren, Grundwerkstoff und Oberflächenzustand kann die Oberflächenhärte zwischen 800 HV0,05 bis 1300 HV0,05 und die Diffusionstiefe zwischen 10 µm und 40 µm erreichen.

Abb. 2: Gefüge eines unbehandelten 1.4404 (AISI 316L) (links) und Gefüge eines 1.4404 (AISI 316L) nach dem Niedertemperatur-Diffusionsverfahren S3P (rechts) mit interstitiellen Einlagerungen von Kohlenstoffatomen (rot) in das austenitische Gefüge (weiß) mit hohen Druckeigenspannungen (Pfeile) (Bild: Bodycote)
Durch einen graduellen Diffusionsverlauf innerhalb der S-Phase bleibt das duktile Verhalten des Grundmaterials vollständig erhalten, während sich die tribologischen Eigenschaften wie Abriebbeständigkeit, Dauerfestigkeit und der Widerstand gegen Kaltverschweißen deutlich verbessern. Ein weiterer Vorteil des Verfahrens ist die Farb- und Formstabilität der oberflächengehärteten Bauteile. Auch geometrisch eher ungünstige Bereiche, wie kleinste Bohrungen, Hinterschneidungen oder Querschnittsübergänge, sind behandelbar. Bauteile aus austenitischem Edelstahl bleiben zudem unmagnetisch. Zusätzlich zu den austenitischen korrosionsbeständigen Edelstählen können auch viele rostfreie Duplexstähle, sowie Nickel- und Kobalt-Chrom-Basislegierungen behandelt werden. Auch für die vergütbaren oder ausscheidungshärtenden martensitischen Güten werden Spezialverfahren angeboten.

2 Verbesserung der tribologischen Eigenschaften
2.1 Abriebbeständigkeit
Abrasiver Verschleiß entsteht durch das Aneinanderreiben von zwei Körpern und äußert sich unter anderem in den Verschleißerscheinungsformen des Mikropflügens und Mikrobrechens [1]. Um die Verbesserung der abrasiven Verschleißbeständigkeit nach dem Kolsterisieren® zu untersuchen, wurde ein an die ASTM 99-95a angelehnter Versuchsaufbau der Kugel-Scheibe-Prüfung verwendet, welcher in Abbildung 3 dargestellt ist. Die Testscheibe aus einem korrosionsbeständigen Material rotiert mit einer konstanten Geschwindigkeit von 100 U/min (entspricht 0,052 m/s bei 10 mm Verschleißspurdurchmesser). Als Gegenpart wirkt eine Aluminiumoxidkugel (Al2O3), welche mit einer definierten Prüflast von 20 N (etwa 2 kg) auf die Testscheibe drückt [2].

Abb. 3: Aufbau (schematisch) zur Kugel-Scheibe-Messung gemäß ASTM 99-95a (Bild: Bodycote [2])
Für die Prüfung der Abrasionsbeständigkeit im Trockenlauf wurden eine austenitische Güte (AISI 316L/1.4404), eine Duplex-Güte (AISI 318LN/1.4462) und eine ausscheidungshärtende martensitische (15-5 PH/1.4545-H1025) Güte gewählt. Die Proben wurden sowohl im unbehandelten als auch im S3P-behandelten Zustand getestet.
Abbildung 4 zeigt exemplarisch die optische und profilometrische Auswertung der Verschleißspur einer 1.4404-Probe. Die Verschleißspur der unbehandelten Probe weist eine raue Oberfläche auf, was zusätzlich im zackigen Verlauf der roten Profilkurve an einer exemplarischen Messstelle zu erkennen ist. Im behandelten Zustand (grün) hingegen verläuft der Graph deutlich flacher und glatter. Auch optisch ist lediglich eine Einebnung der Oberfläche erkennbar.

Abb. 4: Der aus einem Stift-Scheibe-Versuch nach ASTM 99-95a (Al2O3-Gegenkörper, 20 N, 50 mm/s, 500 m Verschleißdistanz) von 1.4404 (AISI 316L) ohne und mit Oberflächenhärtung S3P Kolsterisieren® gewonnene profilometrische Vergleich des Verschließvolumens (links, rot: unbehandelt; grün: S3P-behandelt) sowie die typisch verschlissene Oberflächenstruktur der unbehandelten Probe (rechts) mit leichter Einebnung an S3P-behandelter Oberfläche (Bild: Bodycote)
Die S3P-behandelten Proben zeigen eine deutliche Abnahme der Verschleißspurtiefe (bis zu 96 %) und dementsprechend einen starken Anstieg des abrasiven Verschleißwiderstands. Die genauen Ergebnisse für die jeweiligen Materialien und Belastungsstufen sind in Tabelle 1 aufgeführt. Das unterschiedliche Verschleißverhalten der einzelnen Werkstoffgruppen lässt sich auf die Unterschiede in der Gefügeausbildung und Grundwerkstoffhärte zurückführen.

2.2 Widerstand gegen Kaltverschweißen
Kaltverschweißen beziehungsweise Festfressen tritt durch Reibung und Adhäsion zwischen zwei gegeneinander gleitenden Oberflächen auf. Korrosionsbeständige Stähle zeigen in der Regel einen geringen Widerstand gegen das Kaltverschweißen. In vielen Anwendungen, wie beispielsweise der Lebensmittelindustrie, sind jedoch sowohl die Korrosionsbeständigkeit als auch der Widerstand gegen Kaltverschweißen gefordert. Auch hier bietet S3P eine Möglichkeit, diese Probleme zu eliminieren. Dazu wurden ein lösungsgeglühter 1.4404 (AISI 316) und ein H900 ausgelagerter 1.4542 (17-4PH) nach ASTM G98 geprüft.
In Abbildung 5 ist der Versuchsaufbau schematisch dargestellt. Ein Prüfkörper drückt mit einer spezifischen Prüflast, beginnenden bei 0,5 kN auf einen Gegenkörper. Pro Lastlevel wird der Prüfkörper einmal für sieben Sekunden bis 16 Sekunden auf dem Grundkörper um 360° gedreht. Nach jeder Rotation wird die Kontaktfläche optisch auf Kaltverschweißen untersucht, die in diesem Versuchsaufbau eine Größe von 126,7 ± 1,6 mm2 besitzt. Der Widerstand gegen Kaltverschweißen wird mit der Kenngröße KSI angegeben. Je höher der Wert, desto höher der Widerstand gegen Kaltverschweißen [3, 4].

Abb. 5: Aufbau (schematisch) zur Prüfung des Widerstands gegen Kaltverschweißen nach ASTM G98(Bild: Bodycote, [4])
Für den Versuch wurden jeweils ein unbehandeltes System und ein kolsterisiertes System miteinander verglichen. In Tabelle 2 sind die Grenzwerte für den Widerstand gegen Kaltverschweißen zusammengefasst. Für den austenitischen 1.4401 (AISI 316) wurde ein 18-fach höherer und für den PH-martensitischen 1.4542 (17-4 PH) ein sechsfach höherer Widerstandwert festgestellt. Ebenso wie bei der Abrasion, lässt sich das unterschiedliche Verhalten der einzelnen Werkstoffgruppen auf die Unterschiede in der Gefügeausbildung und Grundwerkstoffhärte zurückführen.

2.3 Dauerfestigkeit
Durch eine zyklische Belastung (Druck, Zug, Biegung, Torsion) können in einem Bauteil Mikrorisse entstehen, welche durch weitere Belastungszyklen wachsen und schließlich zum Bruch führen. Wie oben detalliert beschrieben, werden durch das S3P-Verfahren hohe Druckeigenspannungen an der Oberfläche erzeugt. Diese Druckeigenspannungen können extern aufgebrachte Spannungen, speziell im Zugspannungsbereich, kompensieren, wodurch die absolut auf das Material wirkende externe Spannung verringert und damit die Dauerfestigkeit erhöht wird. Dies wurde mithilfe des Dauerschwingversuchs nach ISO 1143 mit 50 Hz Lastfrequenz an einem austenitischen 1.4404 (AISI 316L) nachgewiesen. Anhand der in Abbildung 6 dargestellten Ermüdungskurve ist zu sehen, dass mit einer S3P-Behandlung die Dauerfestigkeit um mehr als 40 % (521 MPa) im Vergleich zur unbehandelten Probe (366 MPa) erhöht wird [5, 6].

Abb. 6: Ermüdungskurven von 1.4404 (AISI 316L) im unbehandelten und S3P-behandelten Zustand, aus denen sich eine um 40 % höhere Ermüdungsfestigkeit mit S3P ergibt (Bild: Bodycote)

Abb. 7: Ein mittels S3P behandelter AISI 316L (1.4404) zeigt auch unter korrosiver Beanspruchung (Dauerschwingversuch in 5 Gew.% NaCl-Lösung, < 35 °C, 400 MPa, Spannungsamplitude 15 Hz) eine zehnfach längere Lebensdauer(Bild: Bodycote)
Auch in weiterführenden Ermüdungsuntersuchungen in zusätzlicher korrosiver Umgebung (5 Gew.-% NaCl) ist eine mindestens zehnfach erhöhte Dauerfestigkeit zu erwarten. Während im unbehandelten Zustand die Proben nach etwa 1 Million Zyklen versagen, ist im behandelten Zustand auch nach zehn Millionen Zyklen keine Rissbildung erkennbar. Zusätzlich ist auf der Bruchfläche der unbehandelten Probe (Abb. 7) ein Korrosionsangriff zu erkennen, welcher auf Rissbildung und Spaltbedingungen zurückzuführen ist. Die S3P behandelte Probe hingegen zeigt keine Anzeichen von Korrosion.
3 Anwendungsgebiete
Durch die Kombination aus Erhalt der Korrosionsbeständigkeit und Duktilität, Steigerung der Oberflächenhärte und verbesserter tribologischer Eigenschaften findet das S3P-Verfahren in nahezu allen Bereichen Verwendung, in denen korrosionsbeständige Stähle eingesetzt werden.
- Medizinische Industrie
- Nahrungsmittel- und Getränkeverarbeitung
- Pumpen und Ventile
- Befestigungselemente
- Automobilindustrie
- Hochwertige Konsumgüter
- Chemische Industrie
- Öl- und Gasindustrie
Die Applikationen reichen von Kleinstbauteilen wie Injektionskomponenten, Waste-Gate-
Aktuatoren, Schrauben und Sicherungselementen, die vollflächig selbst im Bulk behandelbar sind, bis hin zu massiven Pumpengehäusen, Ventilklappen oder Förderschnecken.
4 Zusammenfassung
Das S3P-Verfahren bringt mittels Niedertemperaturdiffusion hohe Druckeigenspannungen an der Oberfläche korrosionsbeständiger Stähle ein und damit eine signifikante Härtesteigerung von bis zu 1300 HV0.05. Damit werden sowohl die abrasive als auch die adhäsive Verschleißbeständigkeit sowie die Dauerfestigkeit deutlich verbessert, ohne die Korrosionseigenschaften zu verändern.
Literatur
[1] K.-H. Zum Gahr: Grundlagen des Verschleißes; VDI Bericht Nr. 600.3, VDI Verlag, Düsseldorf, 1987
[2] ASTM G99-95a(2000)e1, Standard Test Method for Wear Testing with a Pin-on-Disk Apparatus, ASTM International, West Conshohocken, PA, 2000
[3] H. John et al.: Corrosion resistant duplex stainless steel with improved galling resistance; United States Patent, 1993
[4] ASTM G98-02, Standard Test Method for Galling Resistance of Materials, ASTM International, 2009
[5] Bergische Universität Wuppertal: Grenzzustände der Ermüdung, Kapitel 12, Fachgebiet Stahlbau und Verbundkonstruktionen, 2019-10
[6] ISO 1143:2010, Metallic materials – Rotating bar bending fatigue testing, ISO, 2010-11
Hinweis zur Autorin:
1 Bodycote, Max-Planck-Straße 9, D-86899 Landsberg a. L., E-Mail: susanne.gerritsen@bodycote.com, Mobil: +49 (0)172 6393374


